- О компании
-
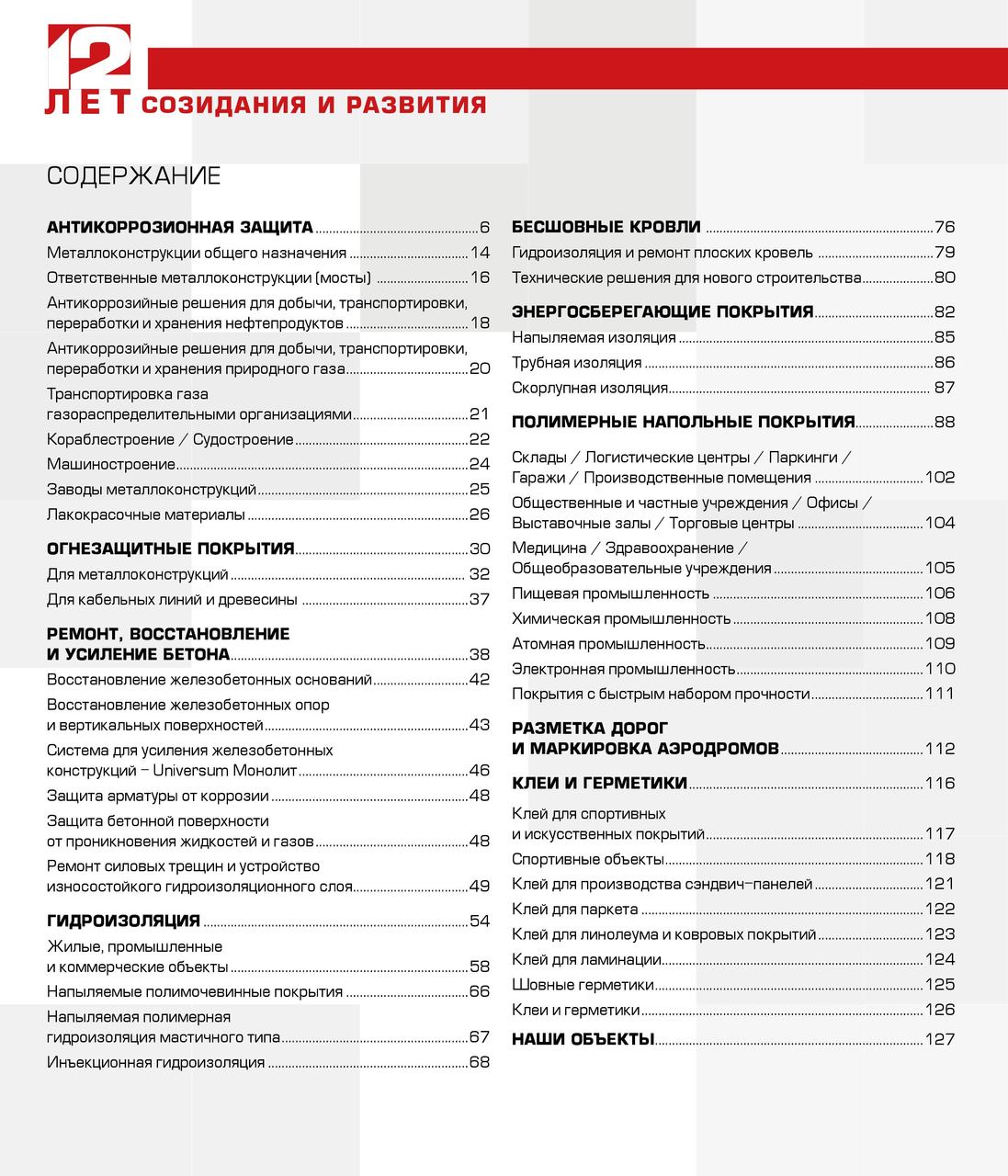
Продукция
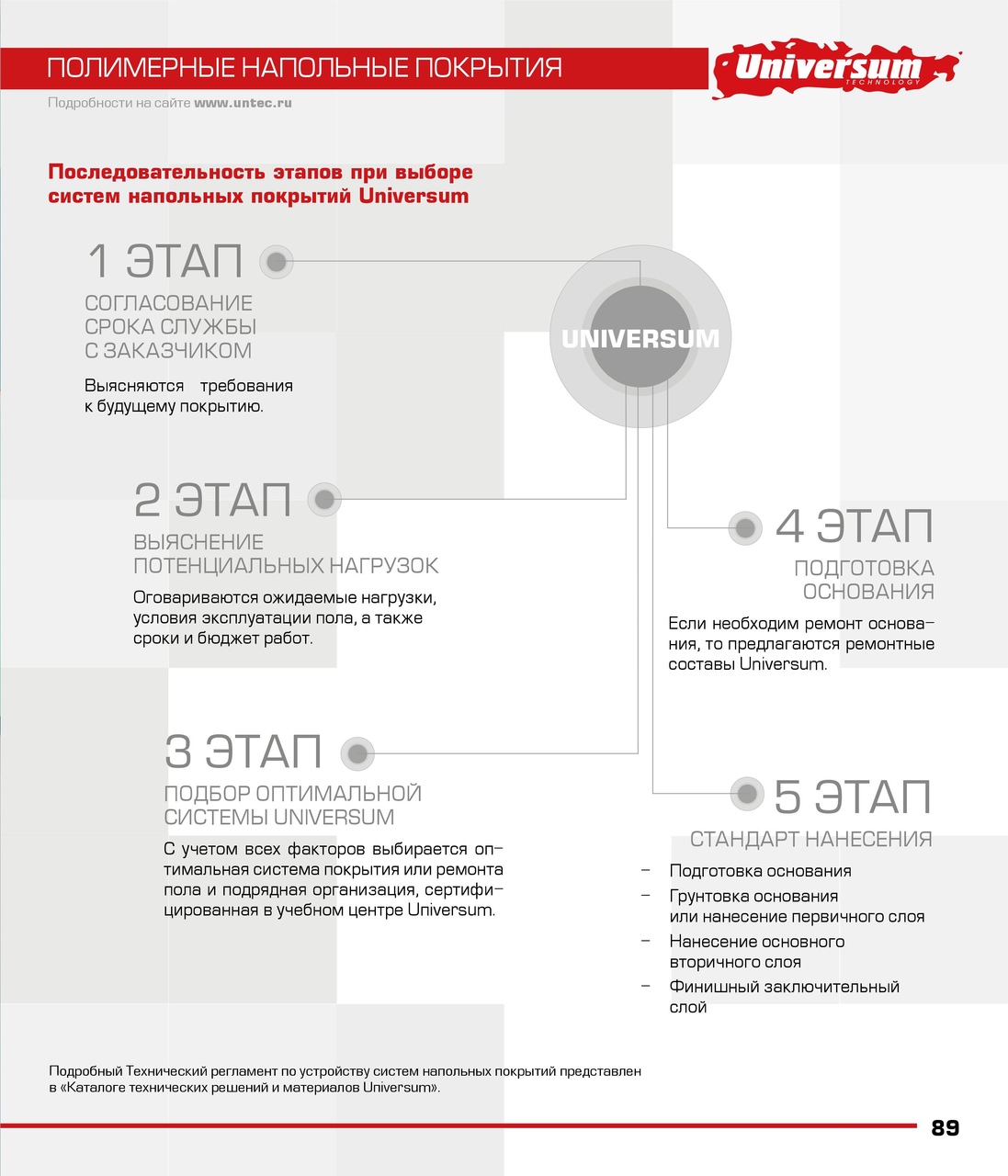
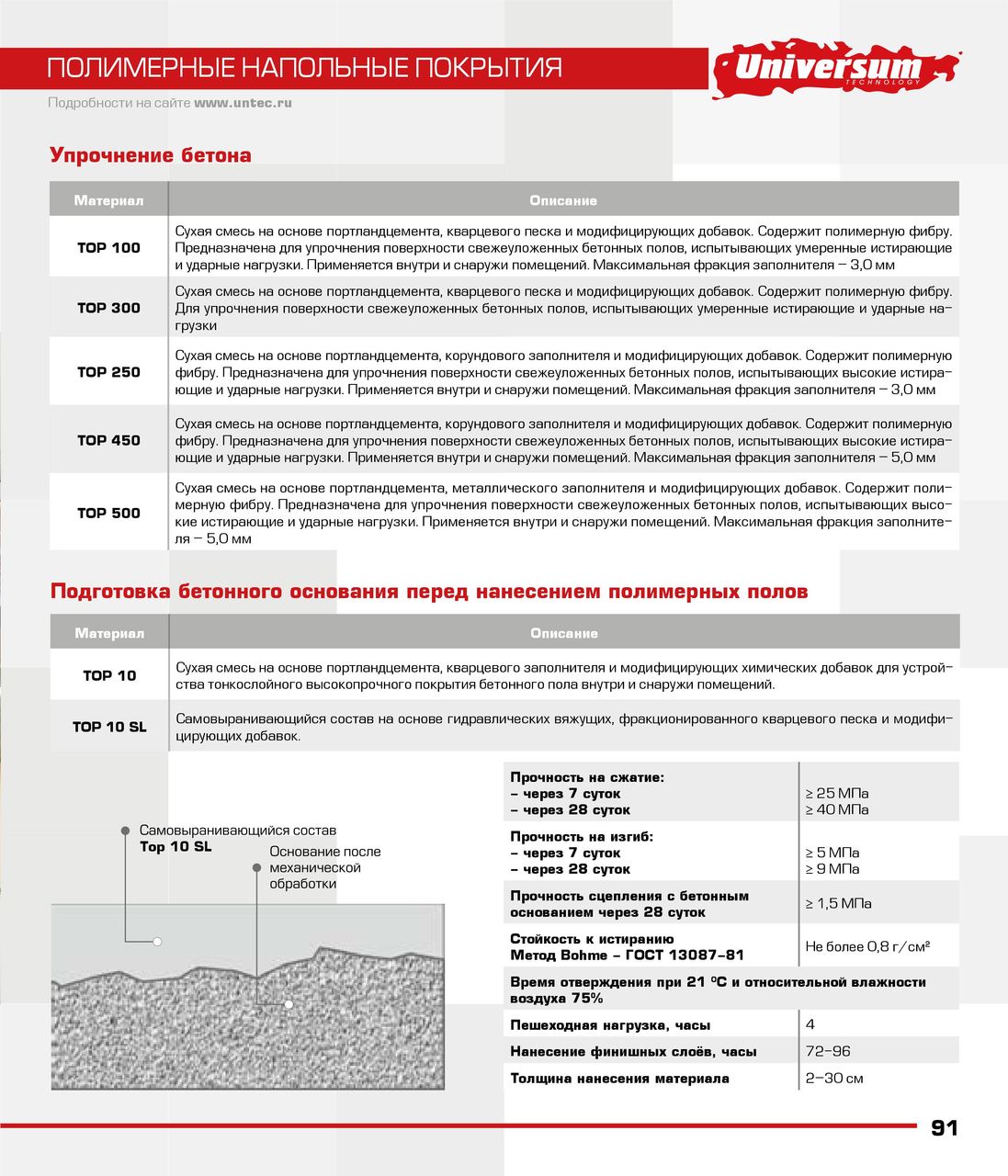
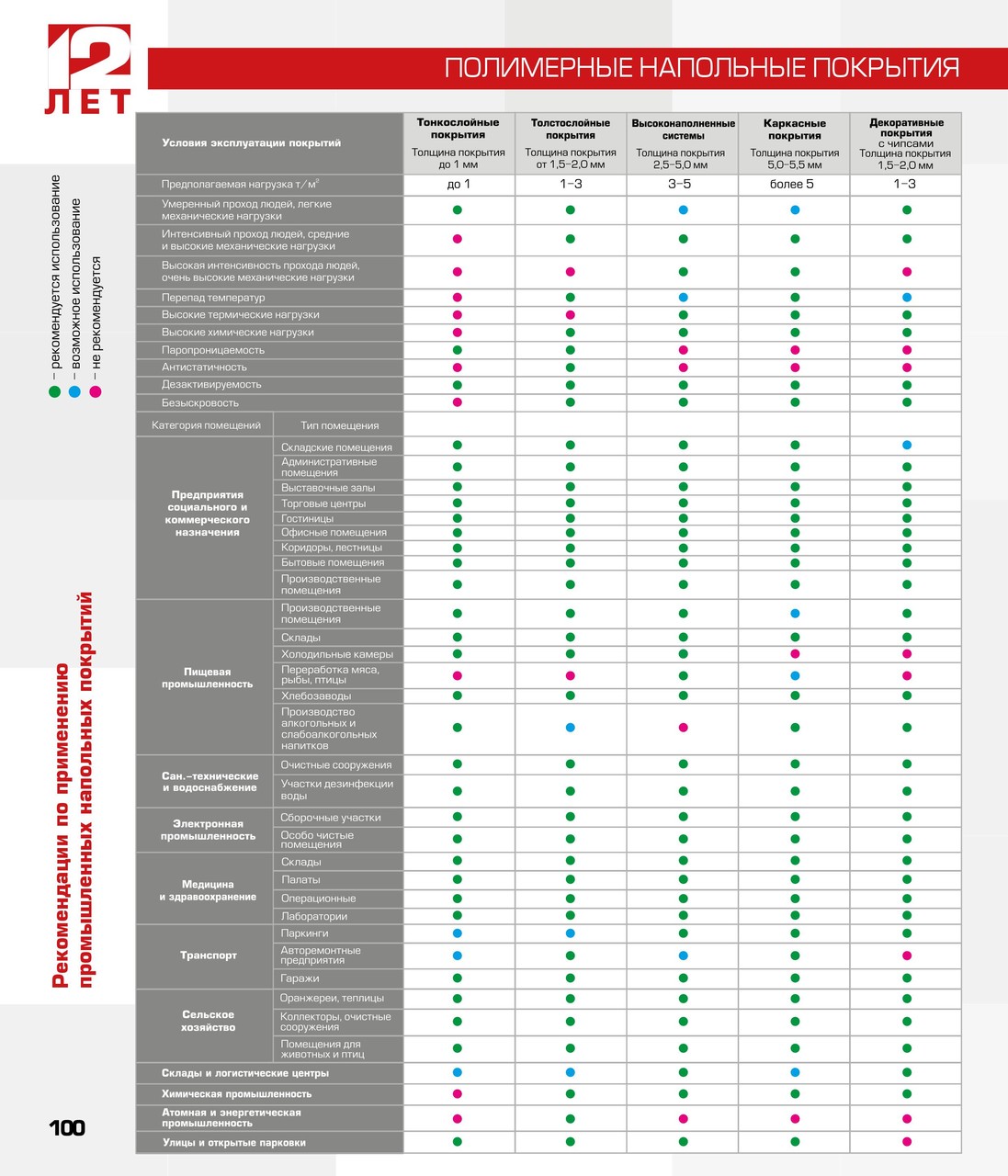
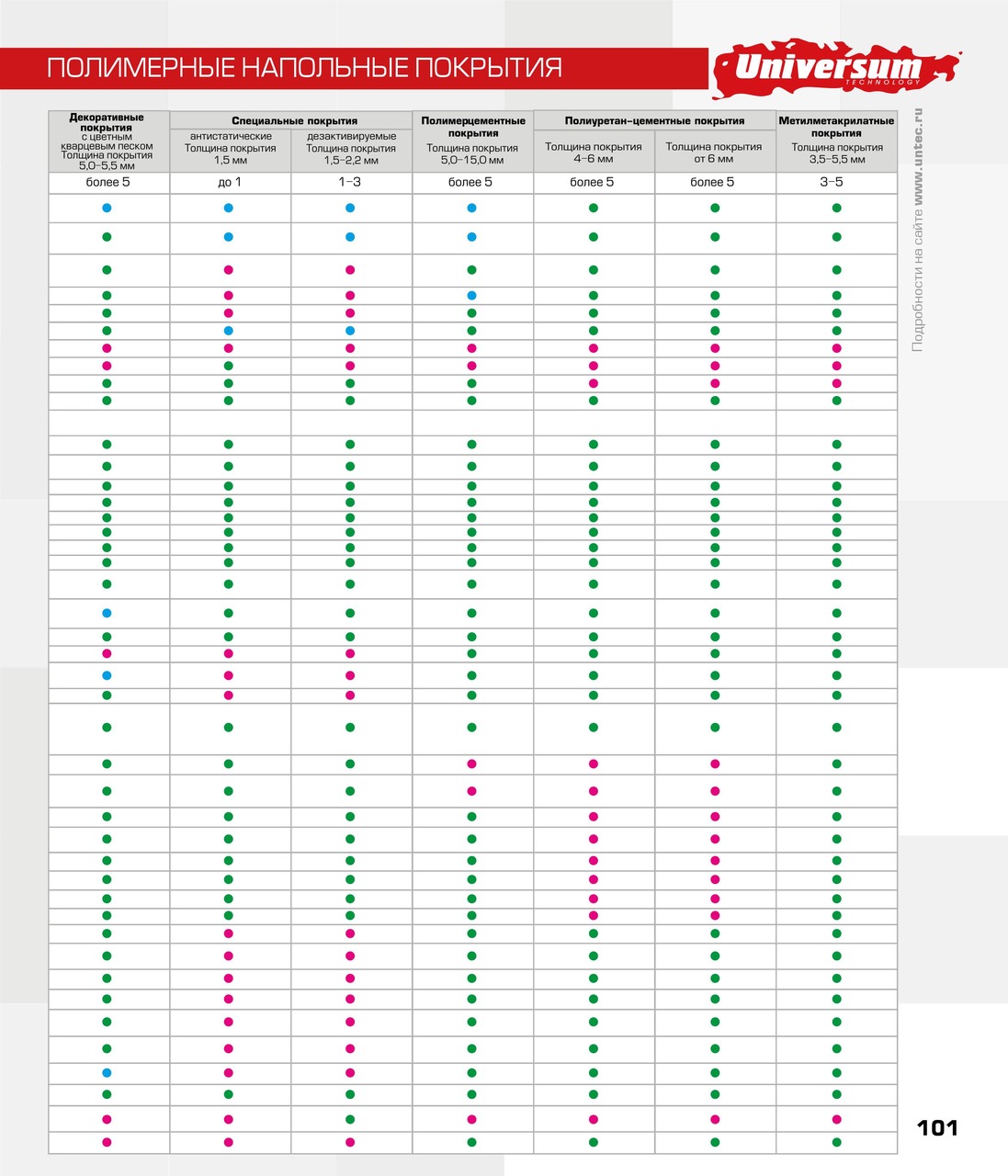
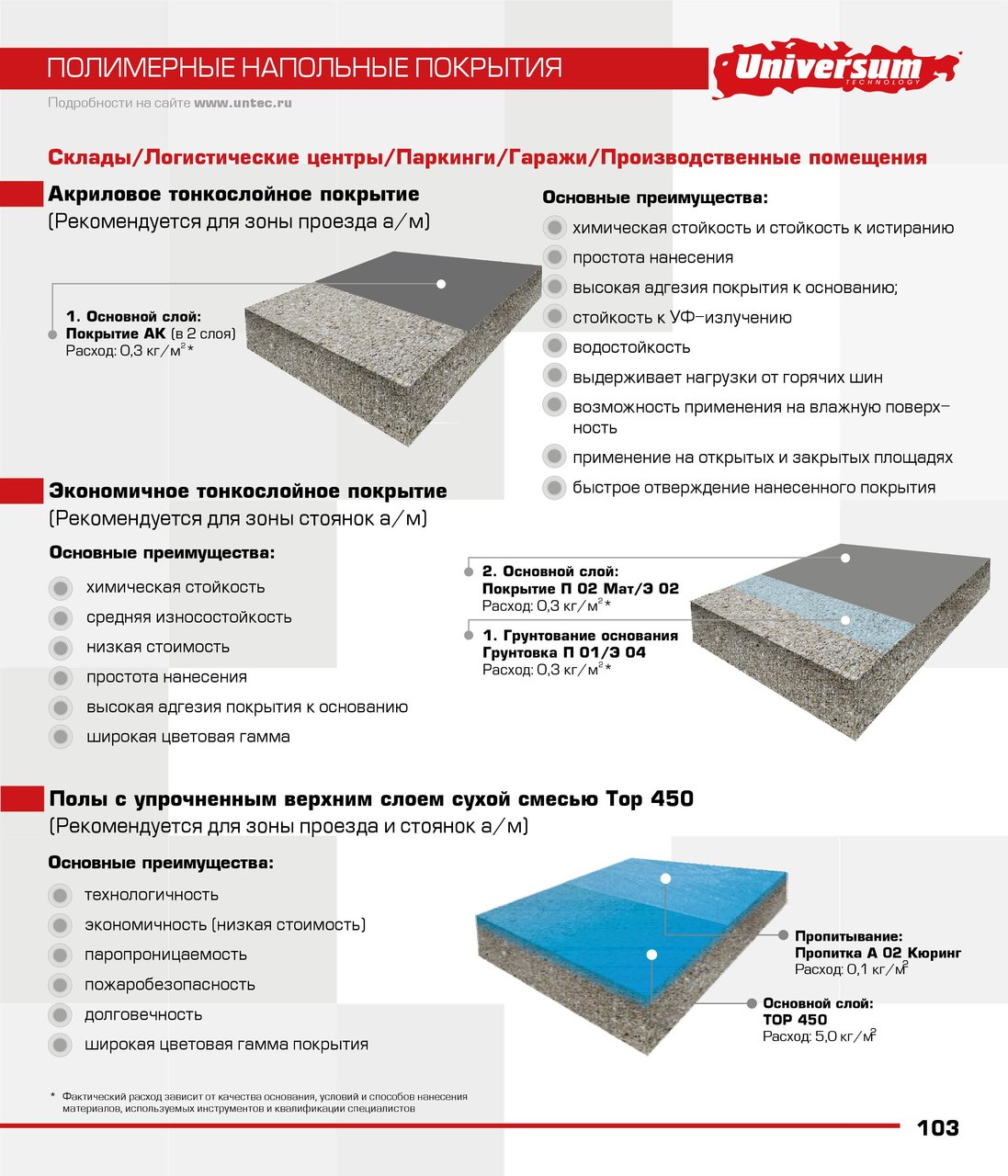
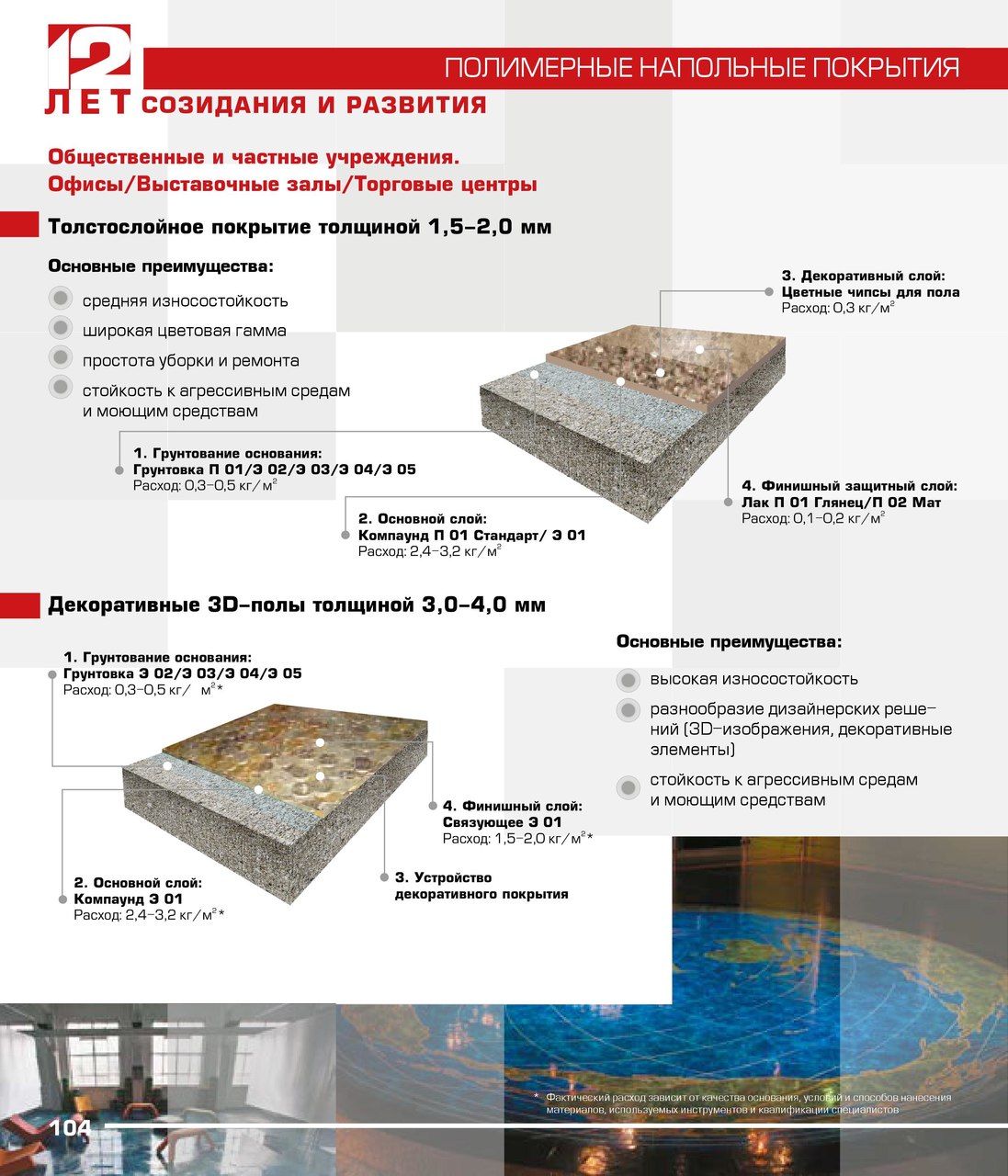
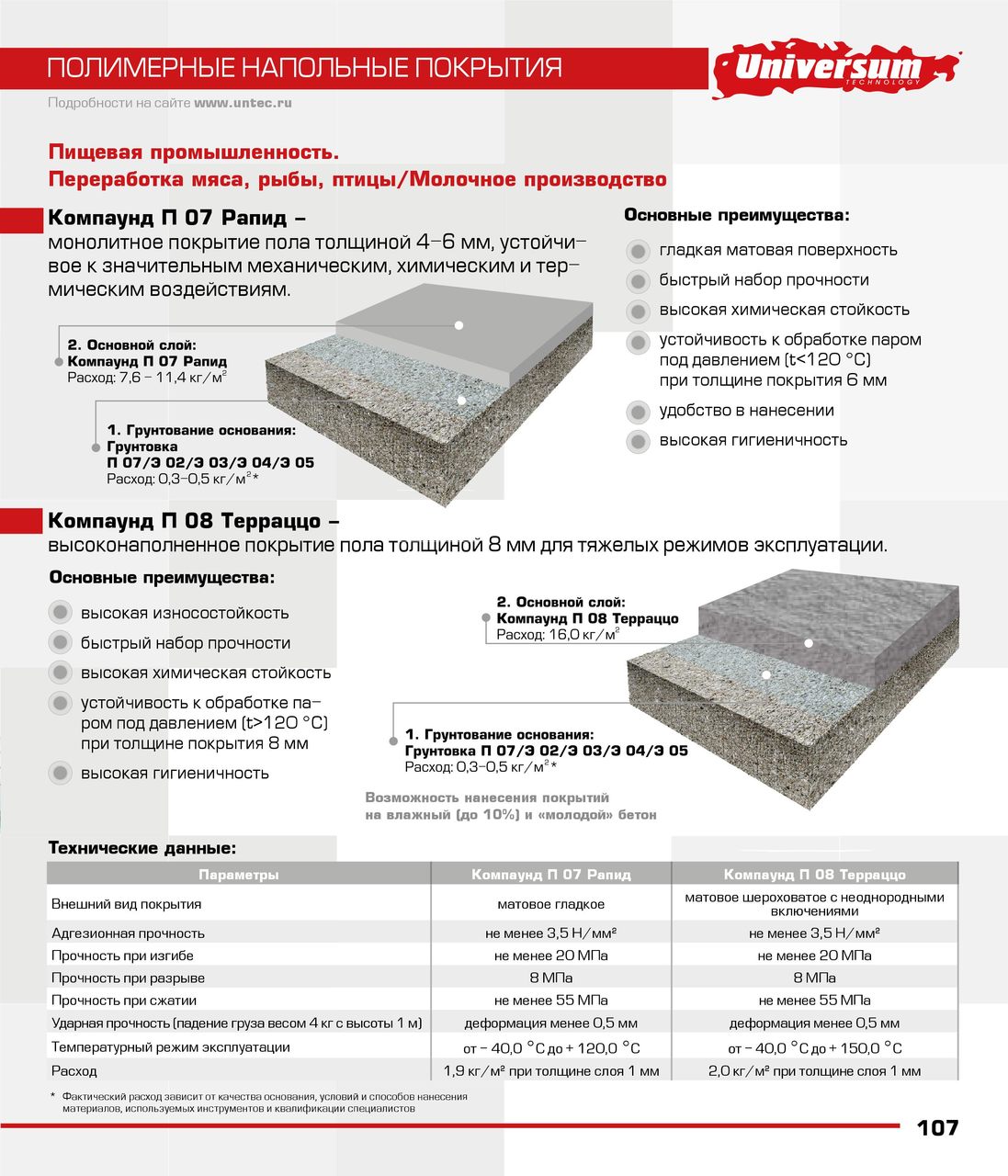
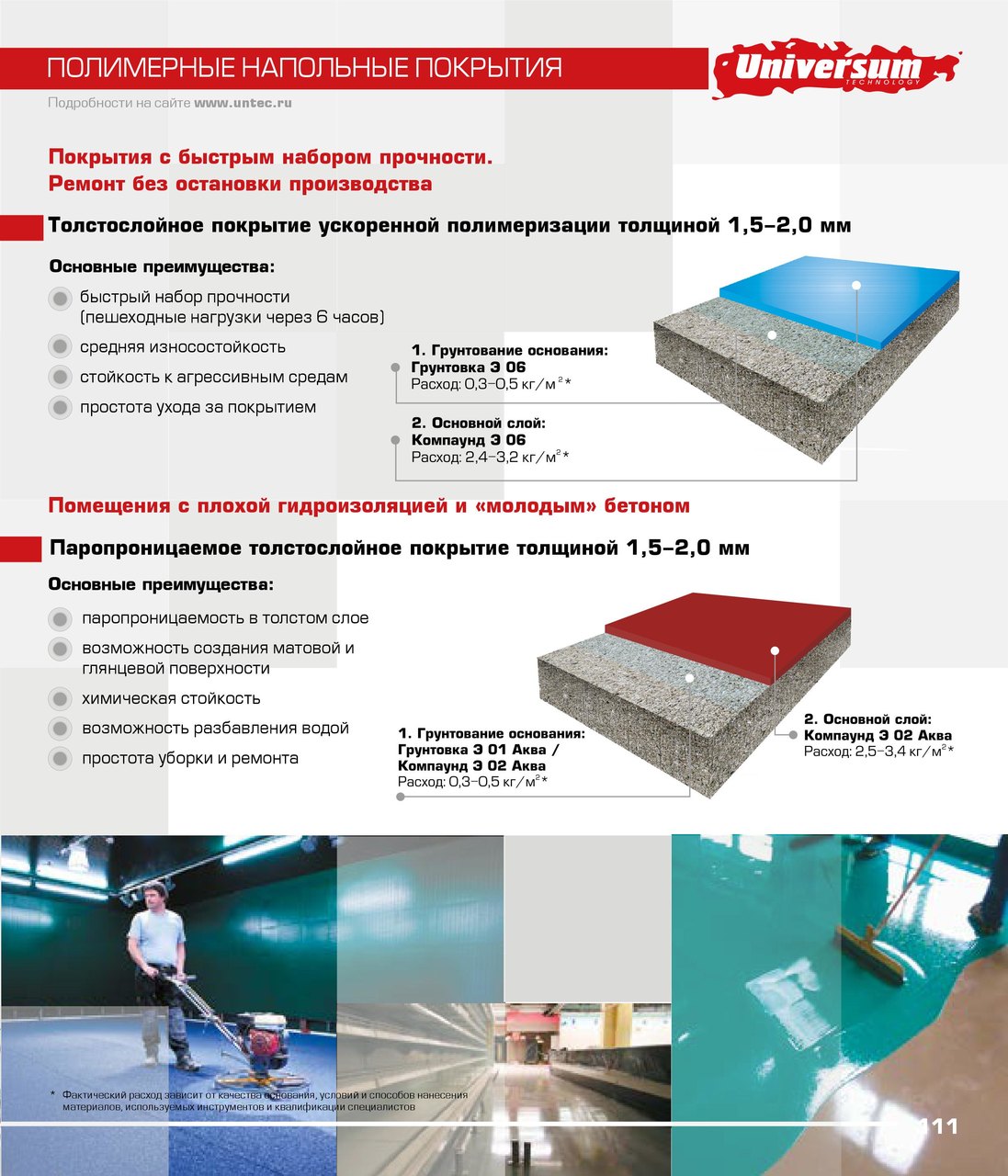
- Промышленные полы
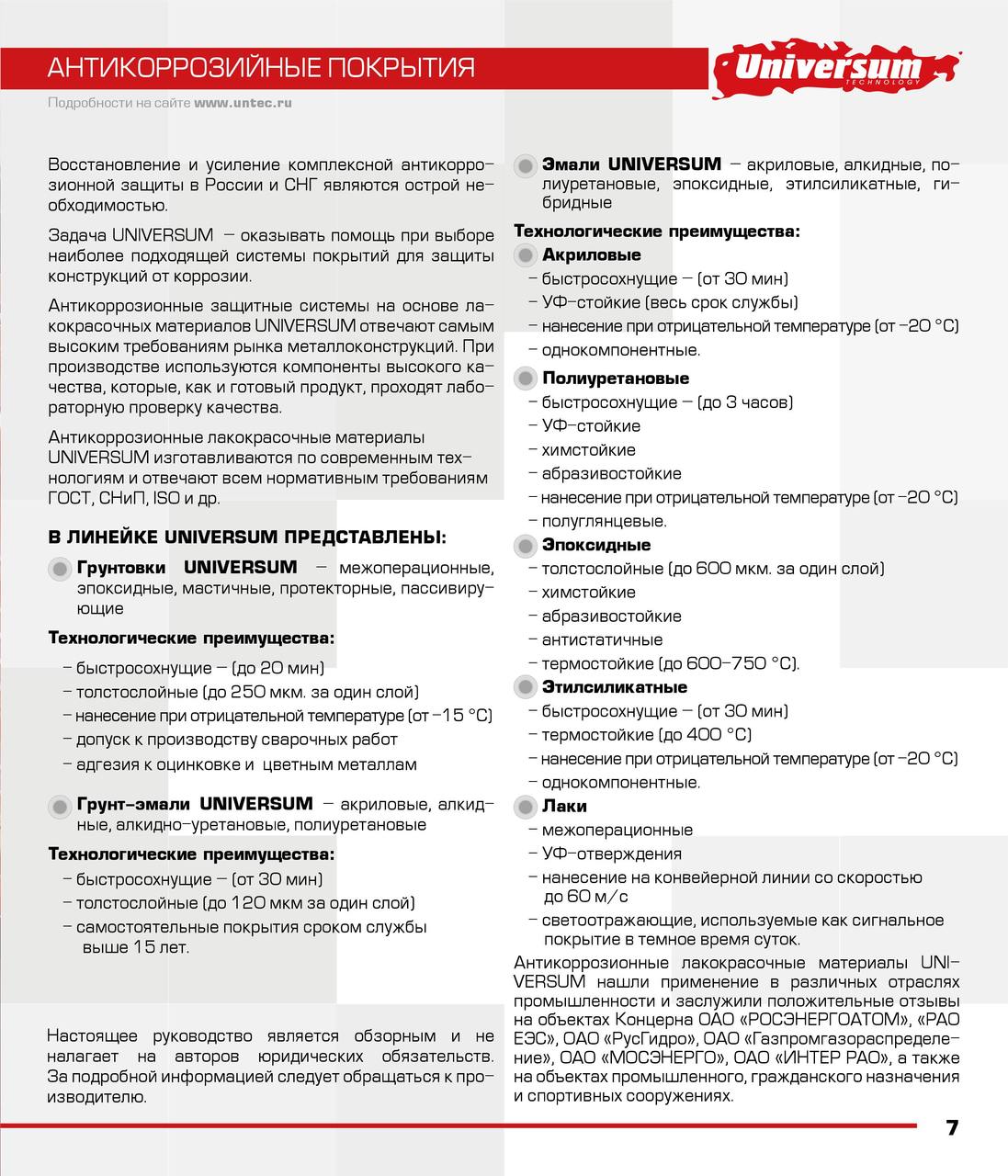
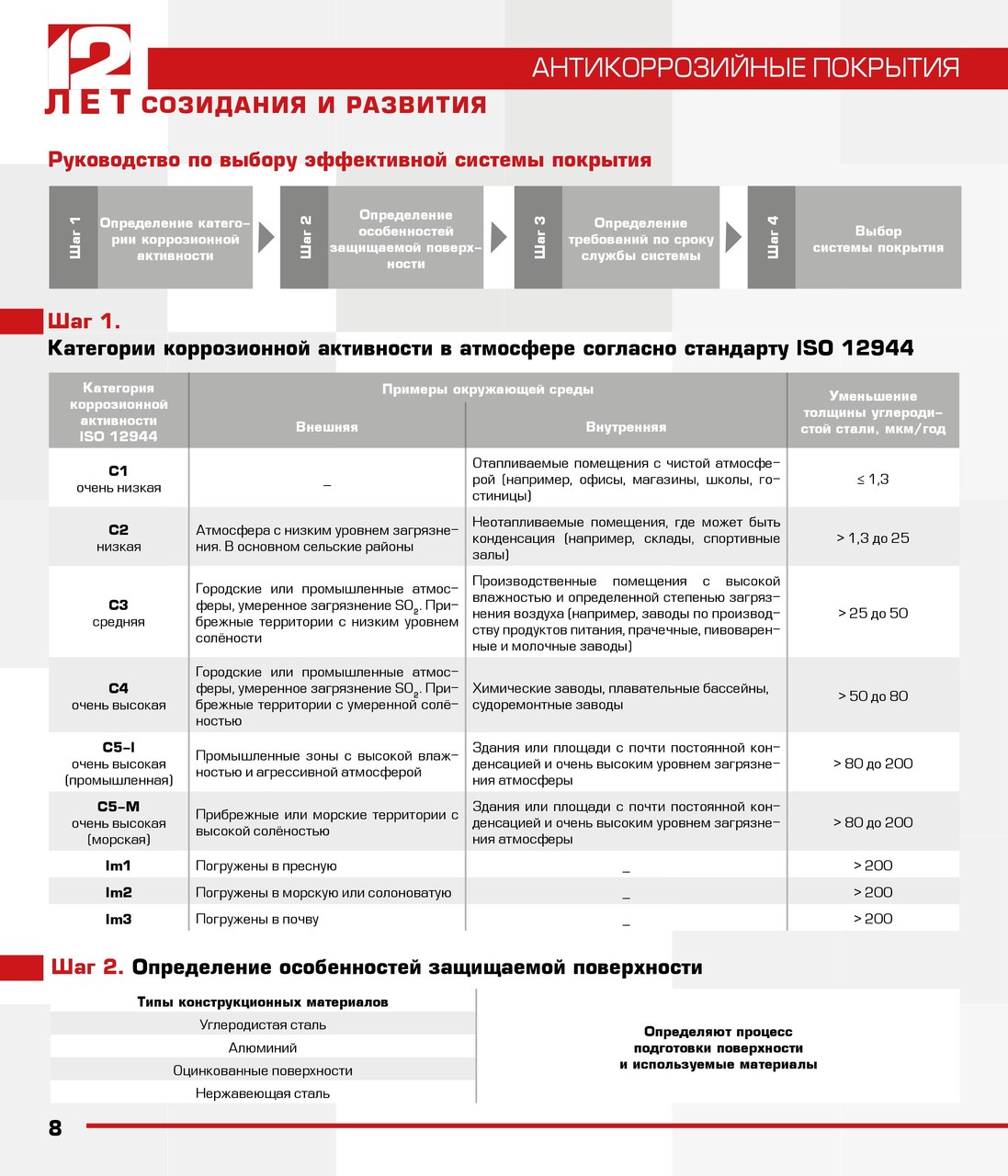
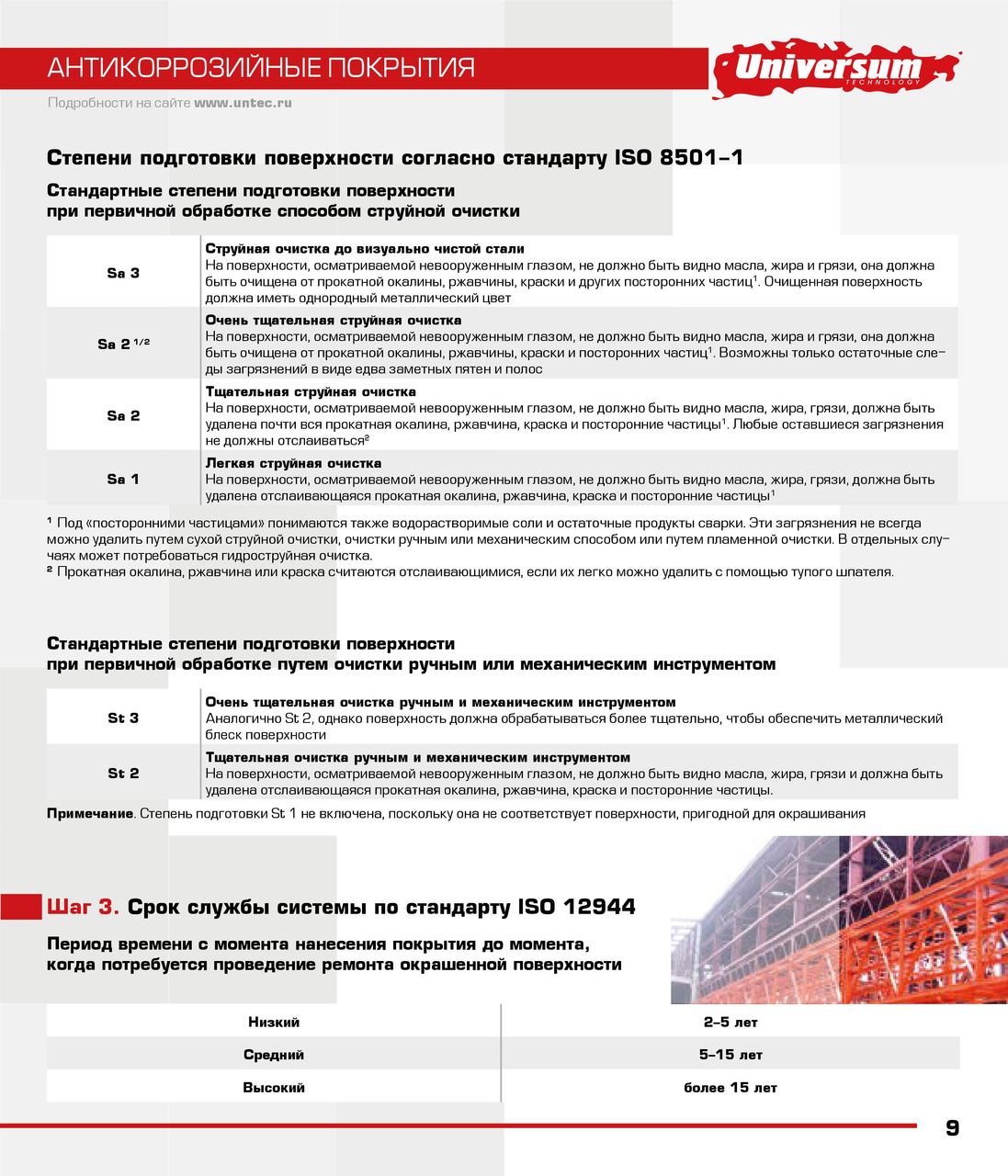
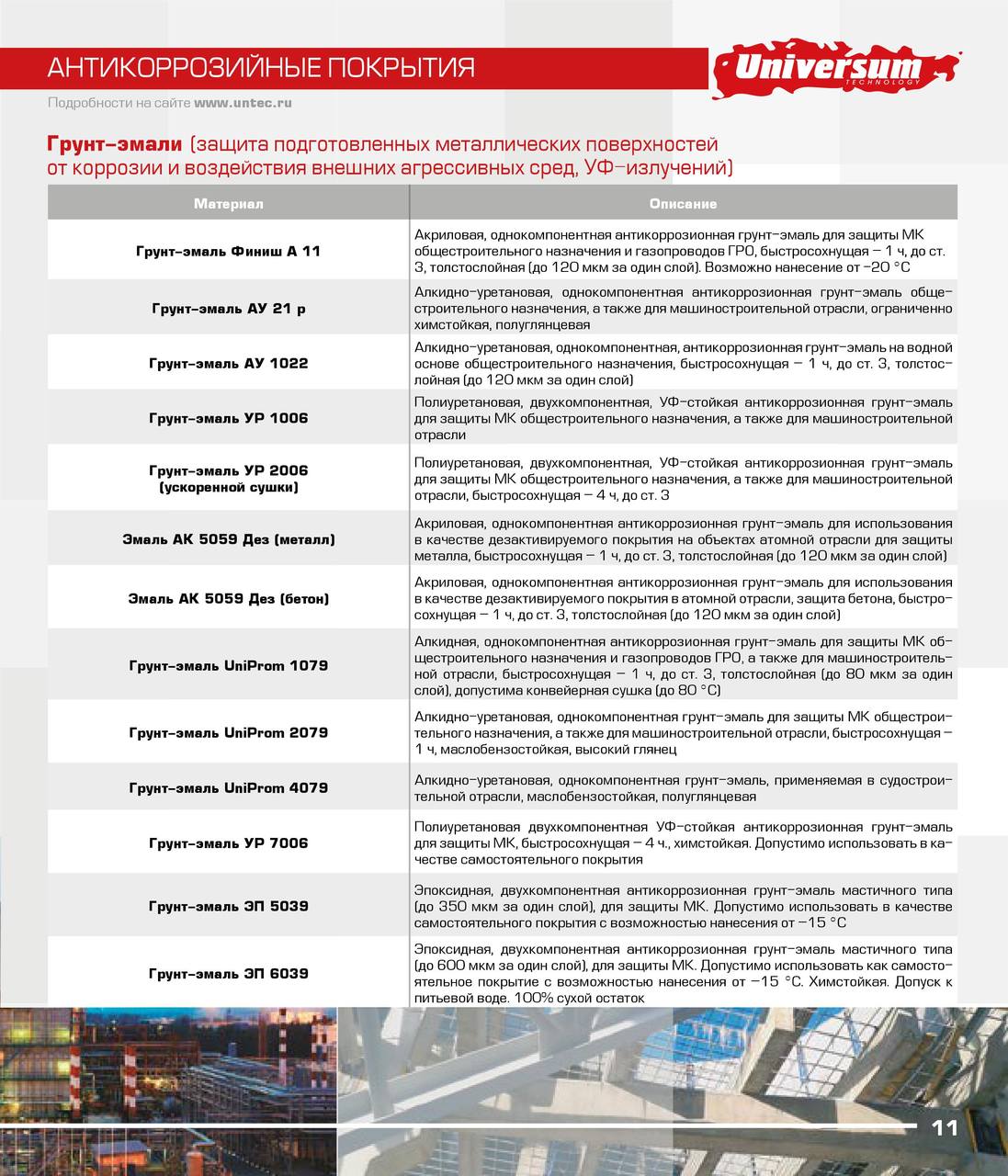
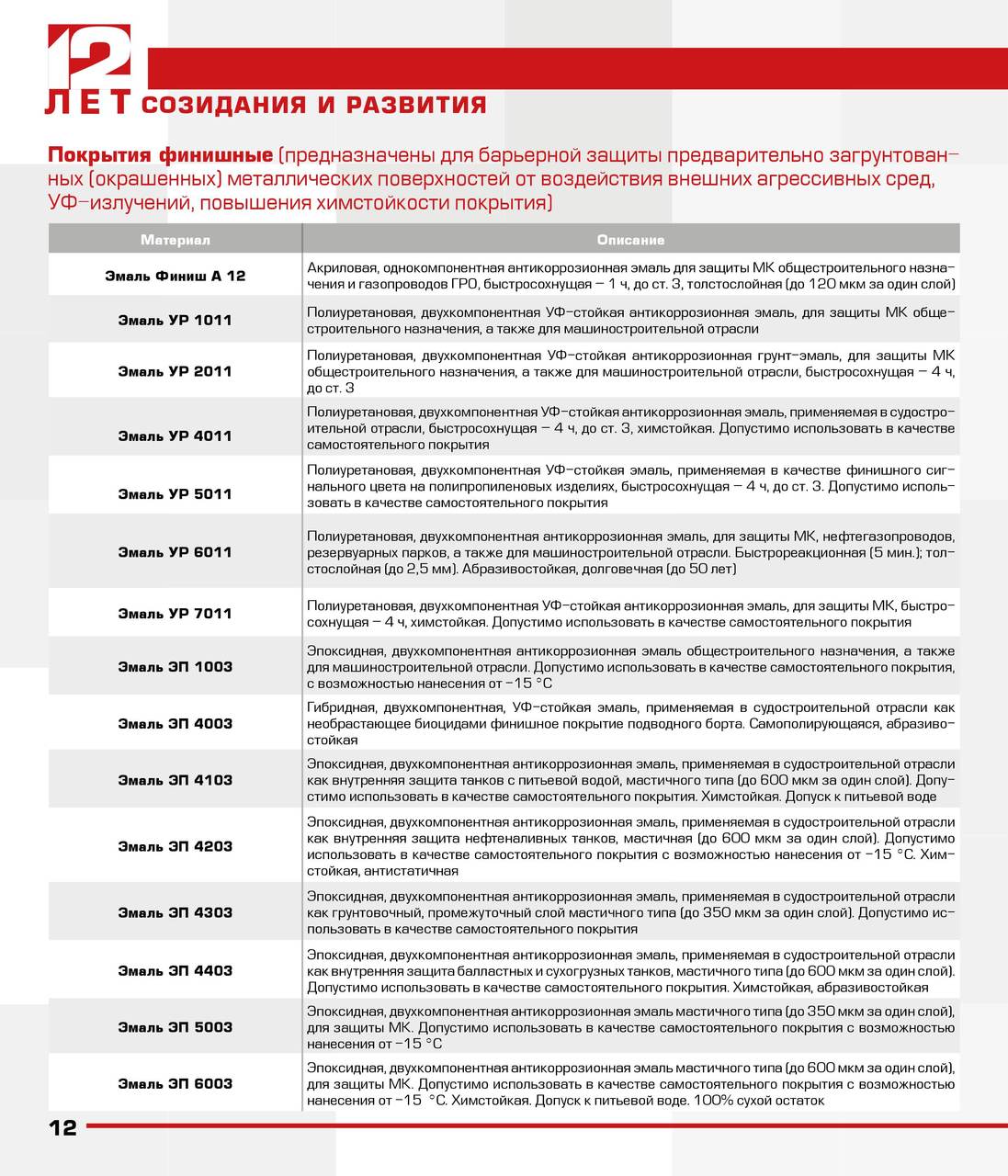
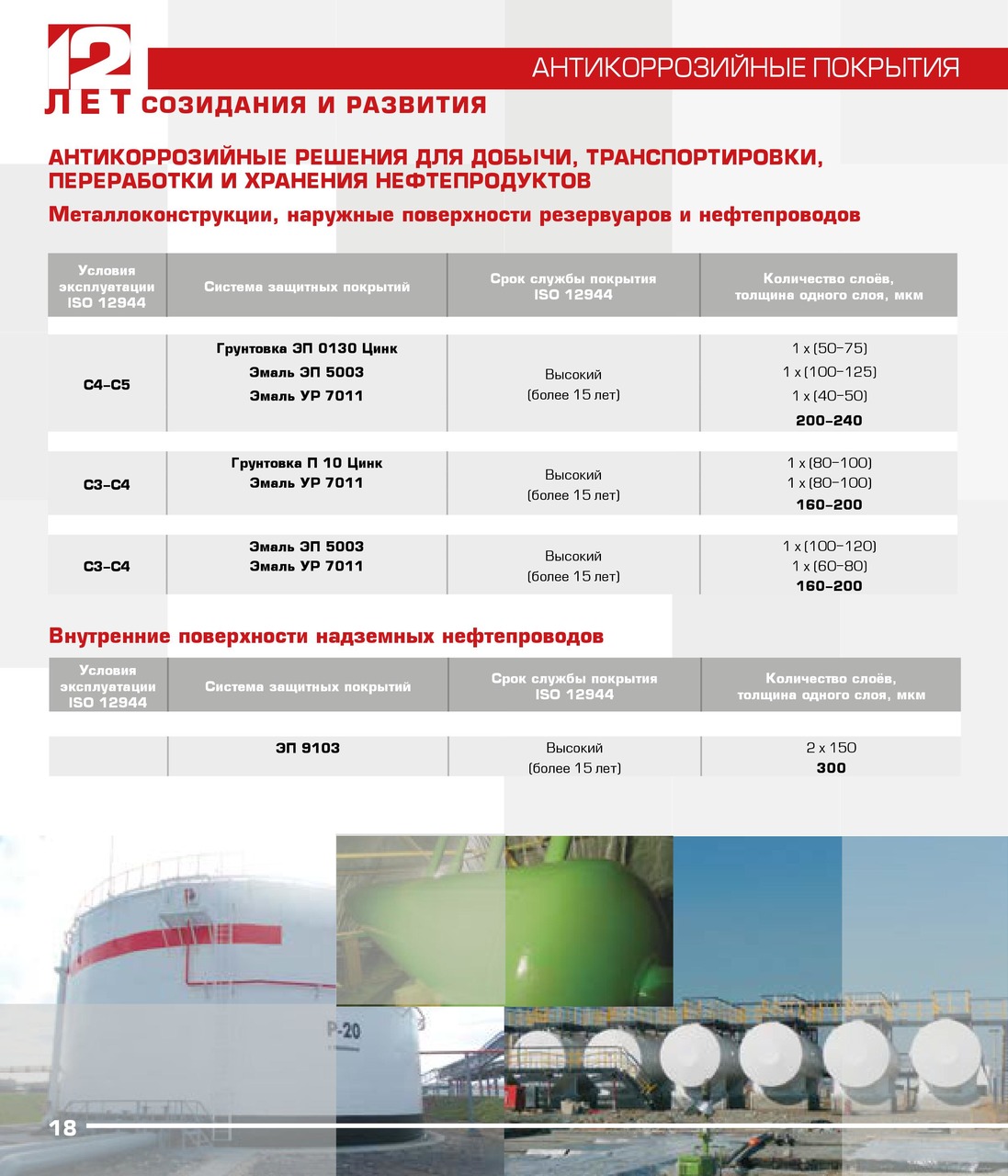
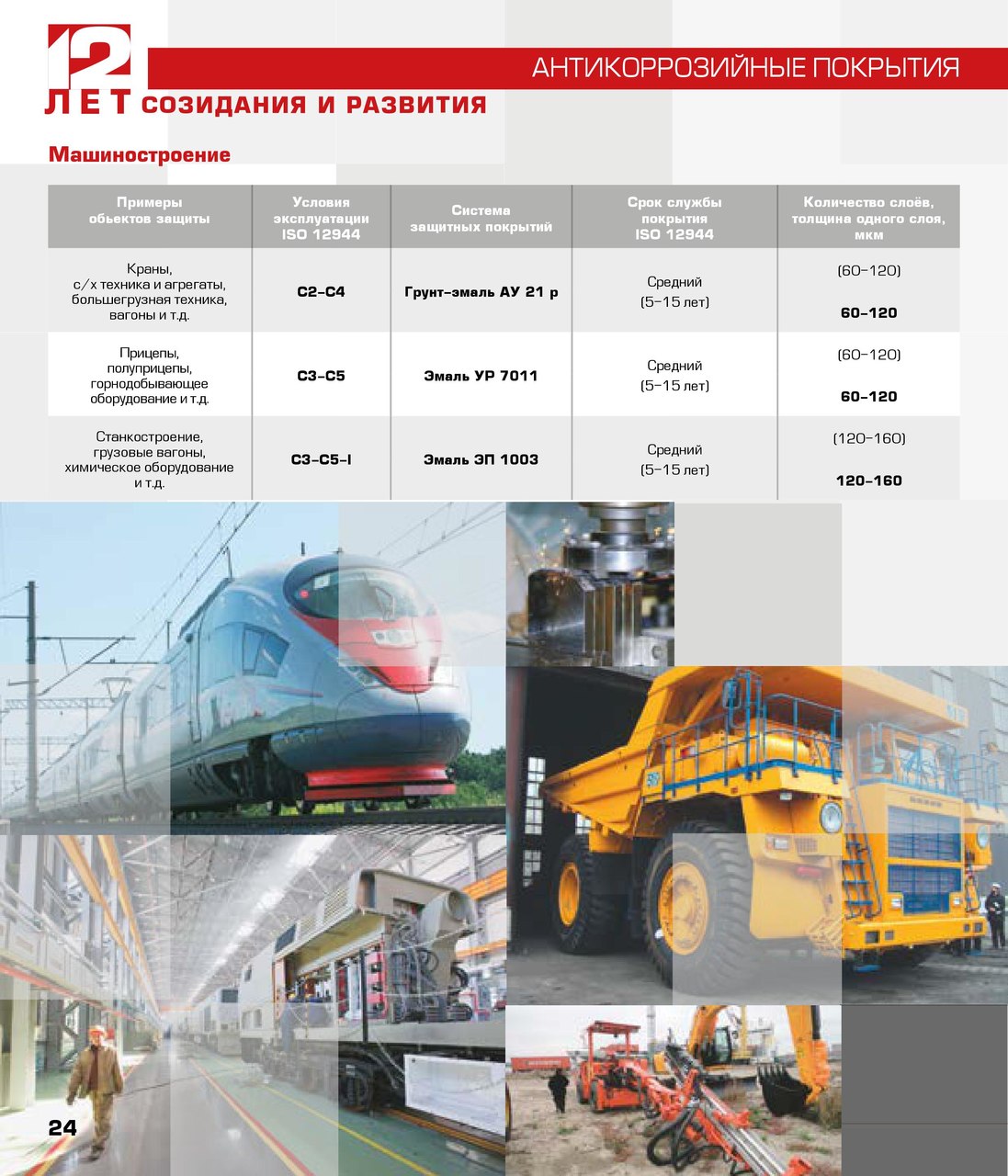
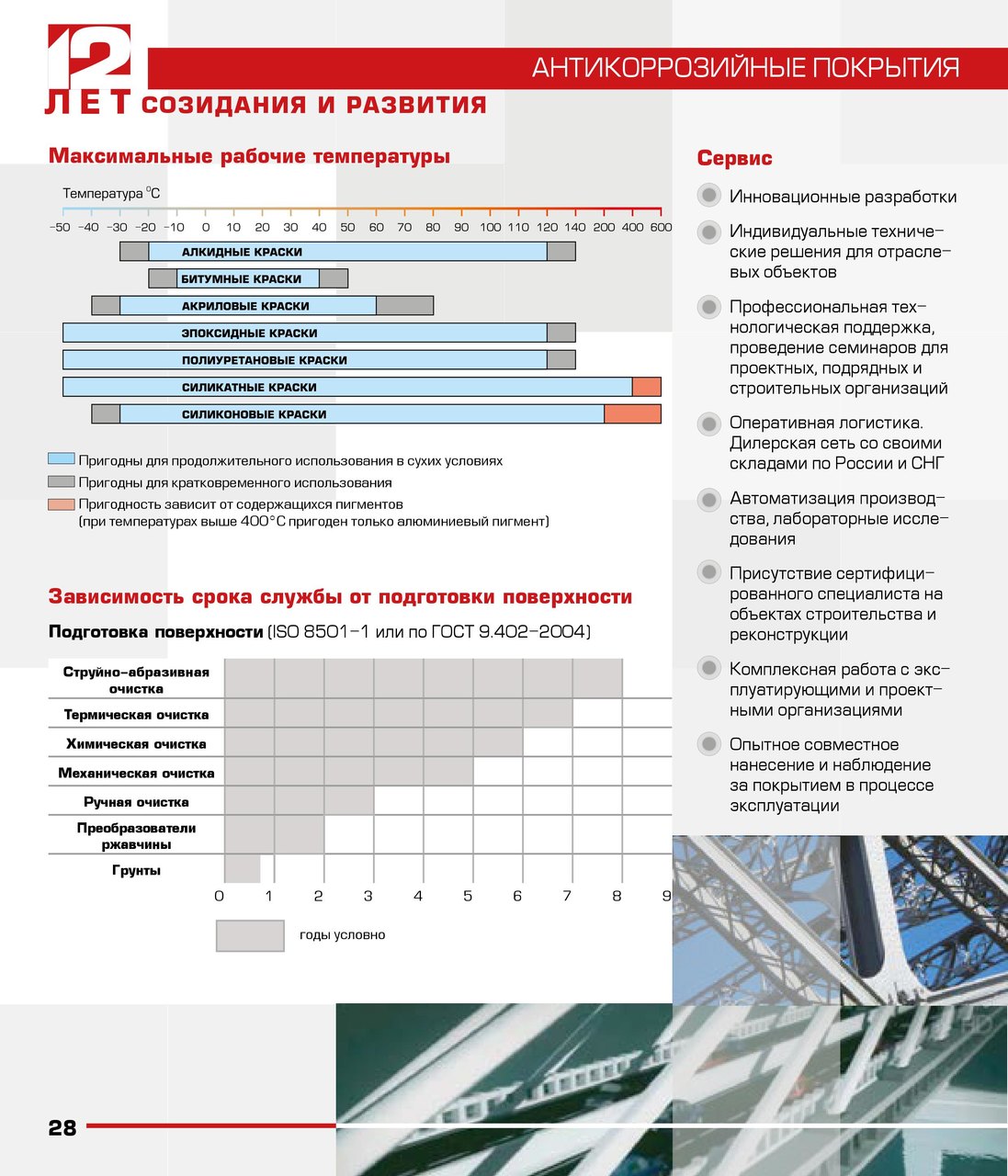
- Антикоррозионные покрытия
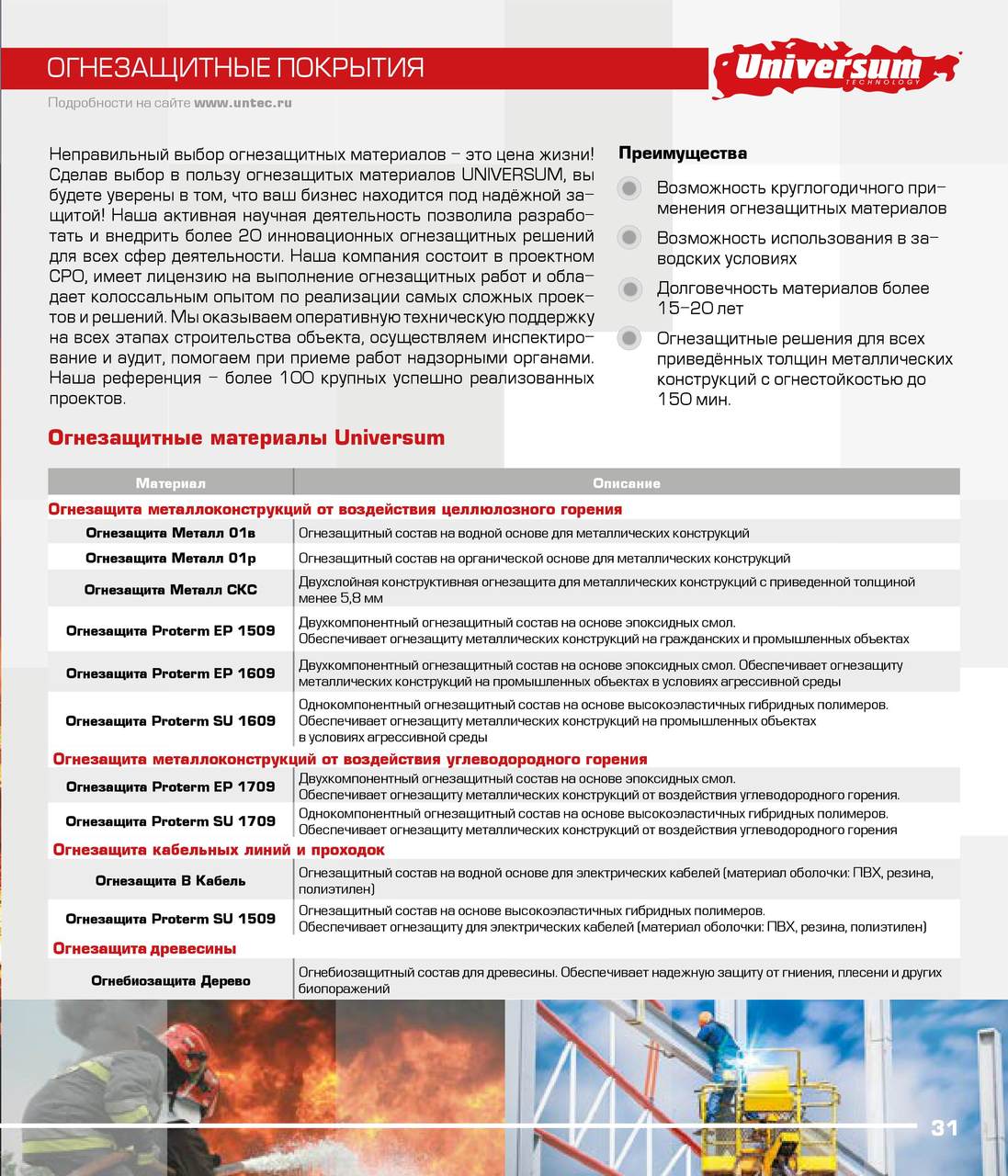
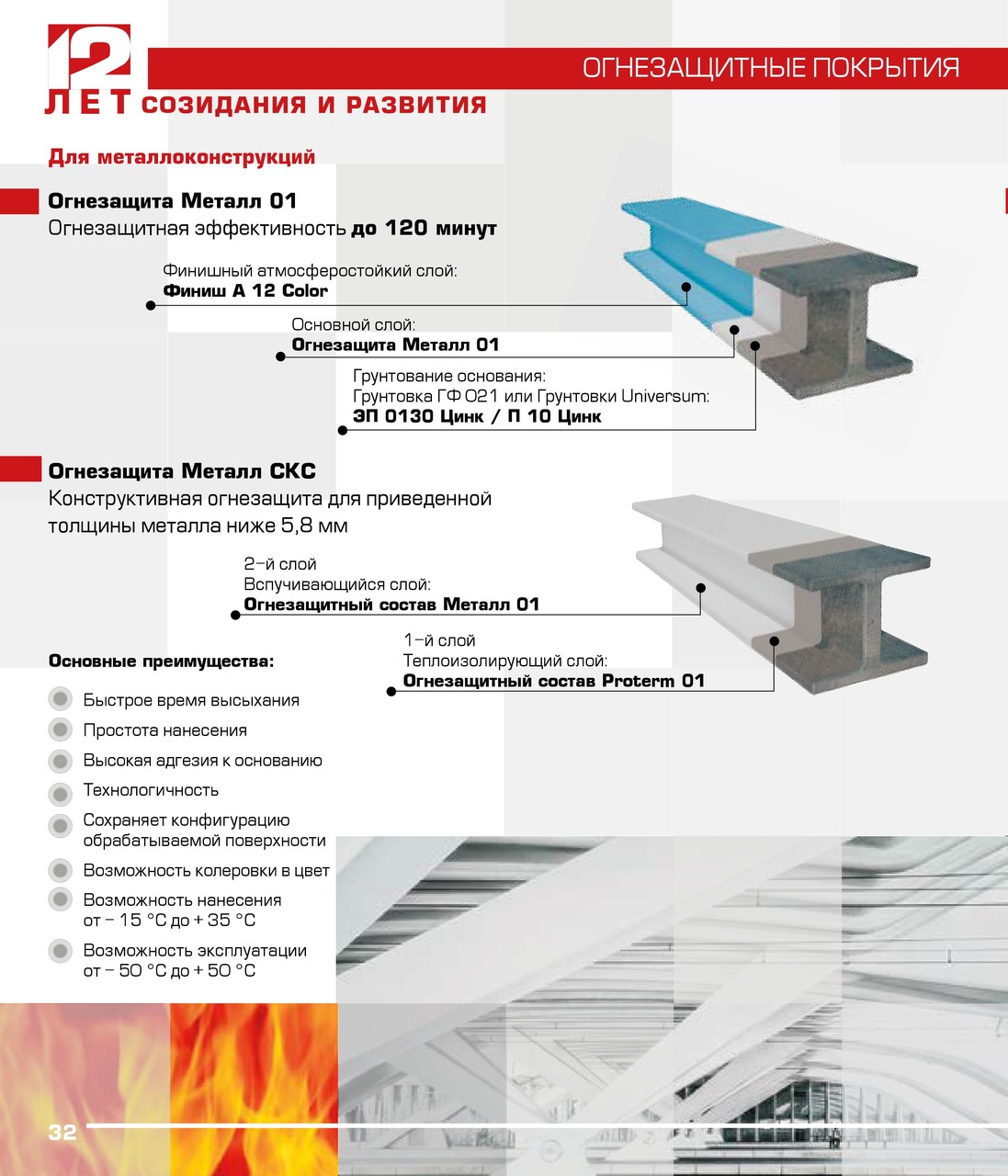
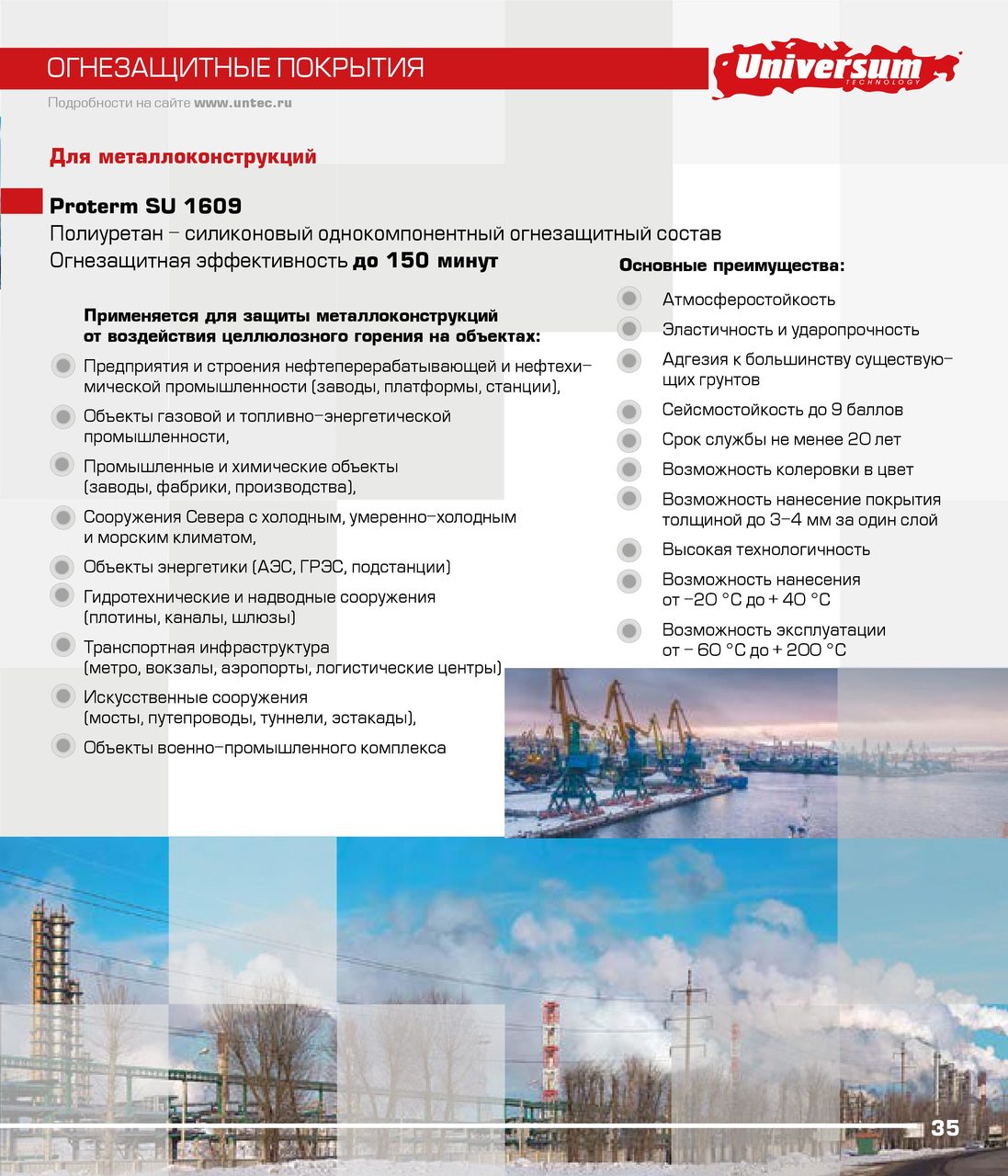
- Огнезащитные материалы
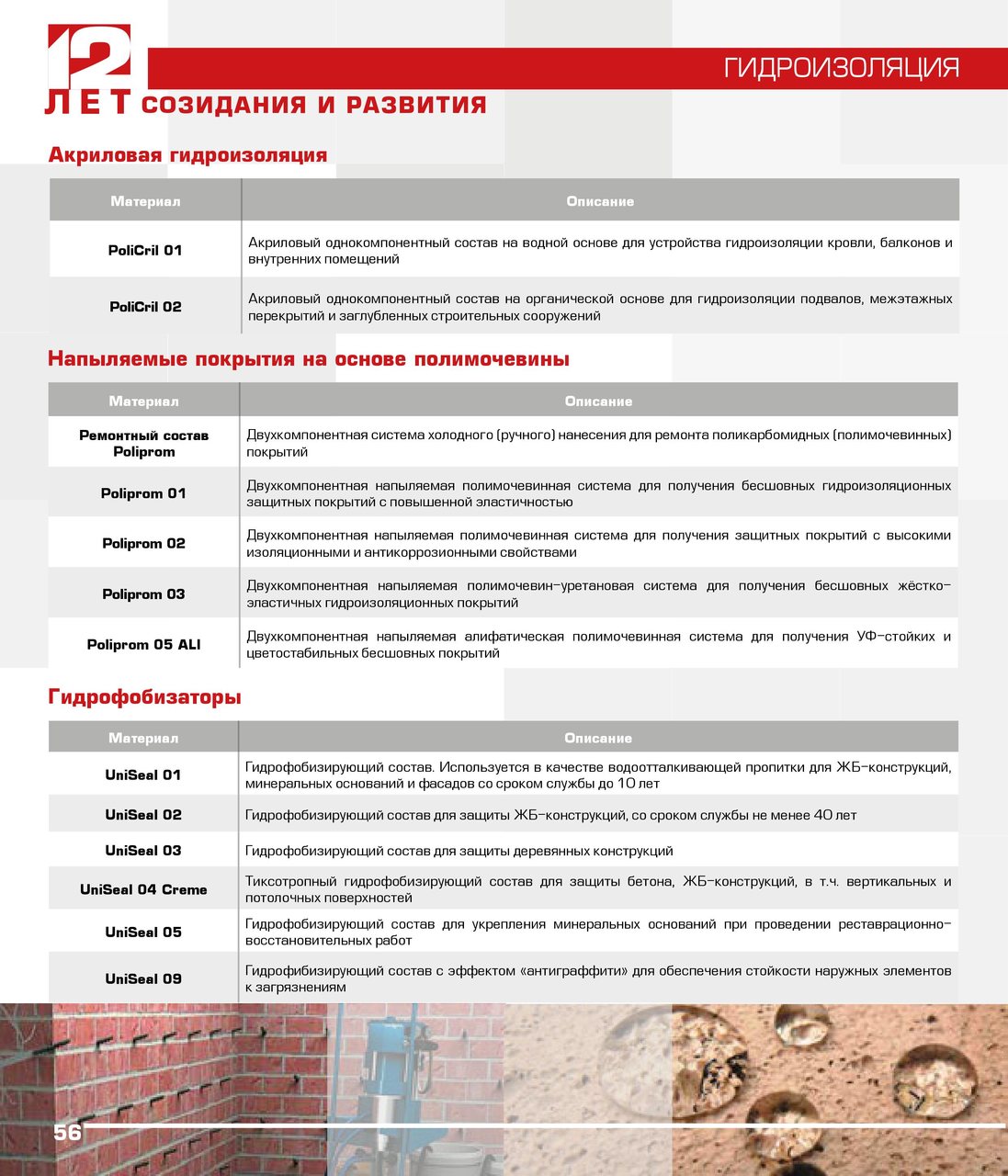
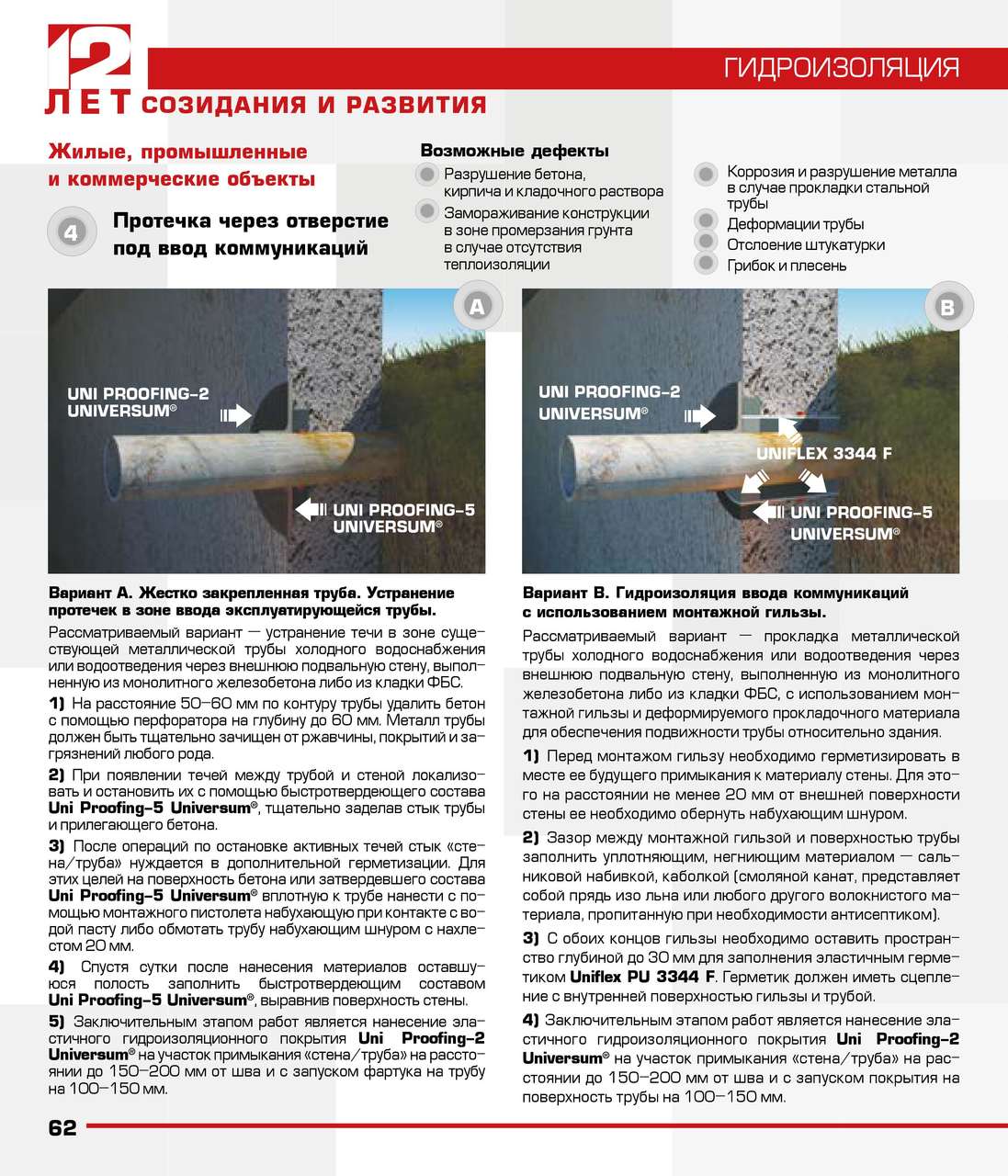
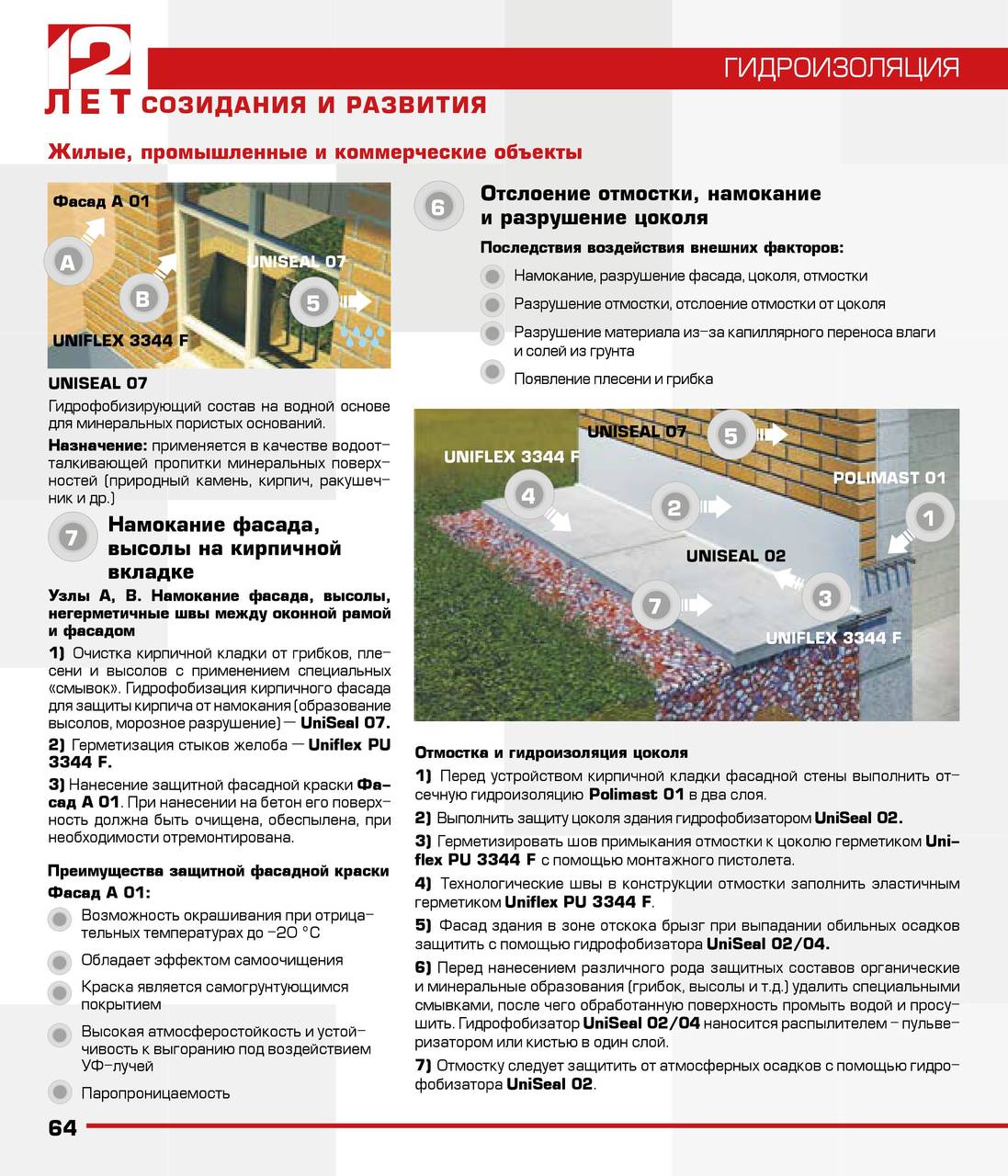
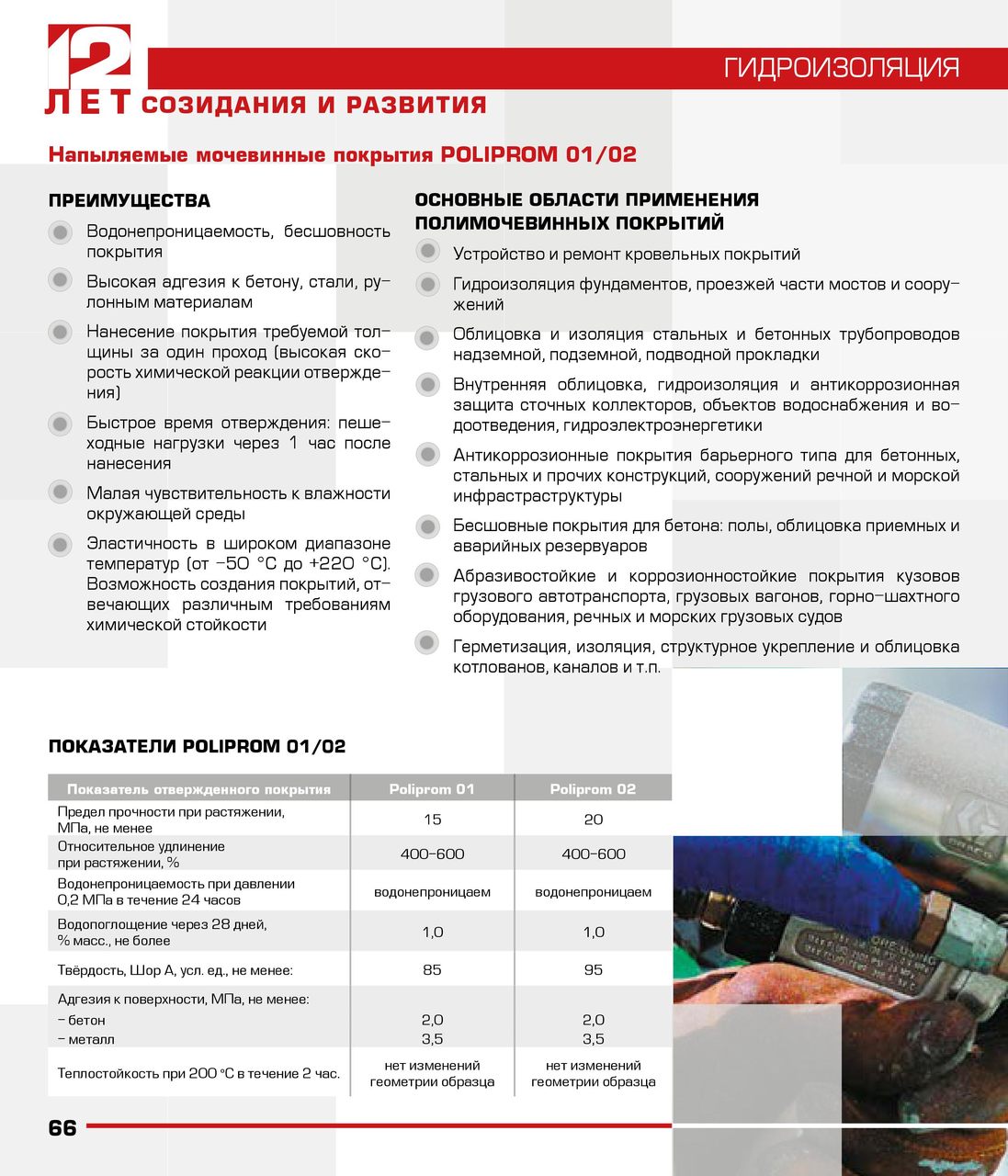
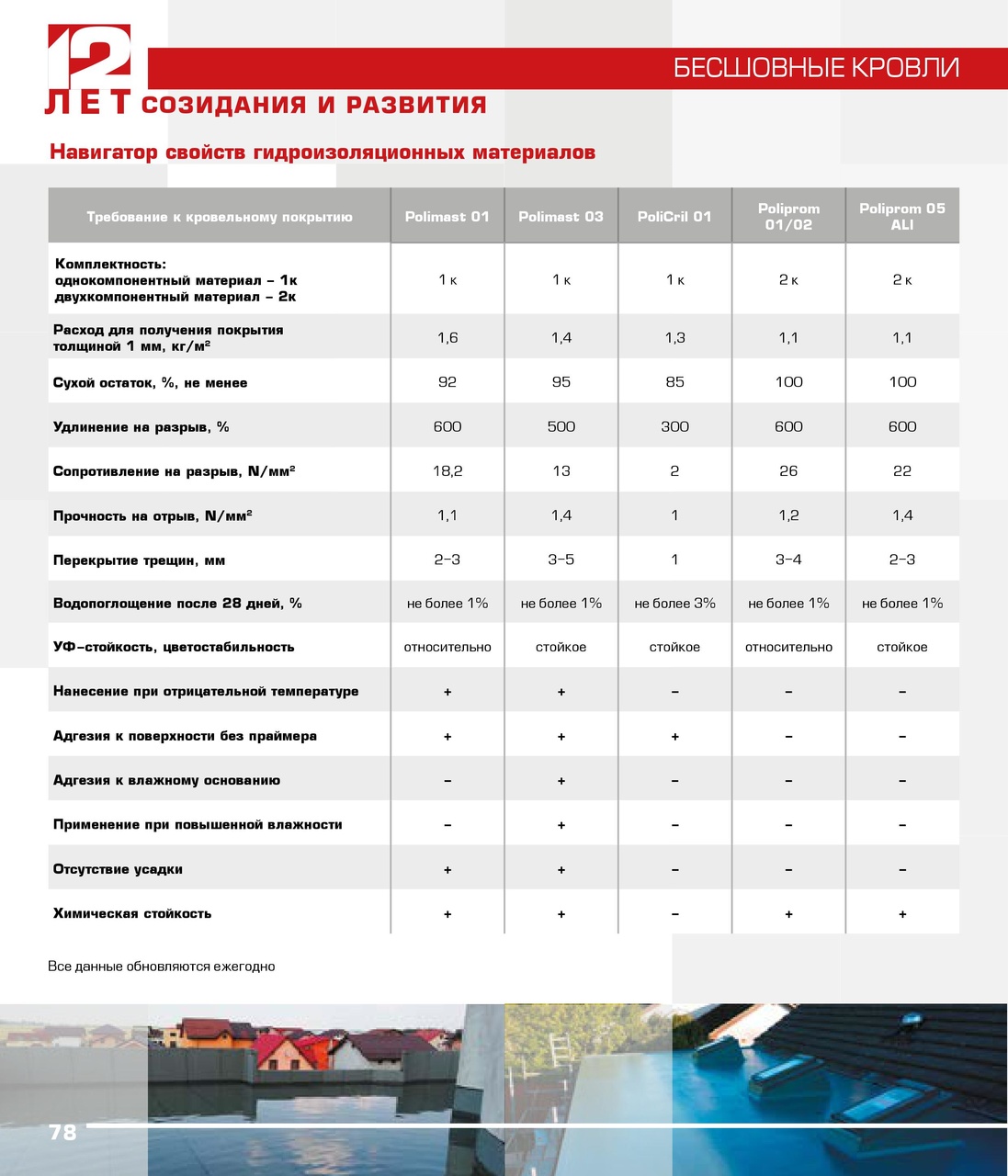
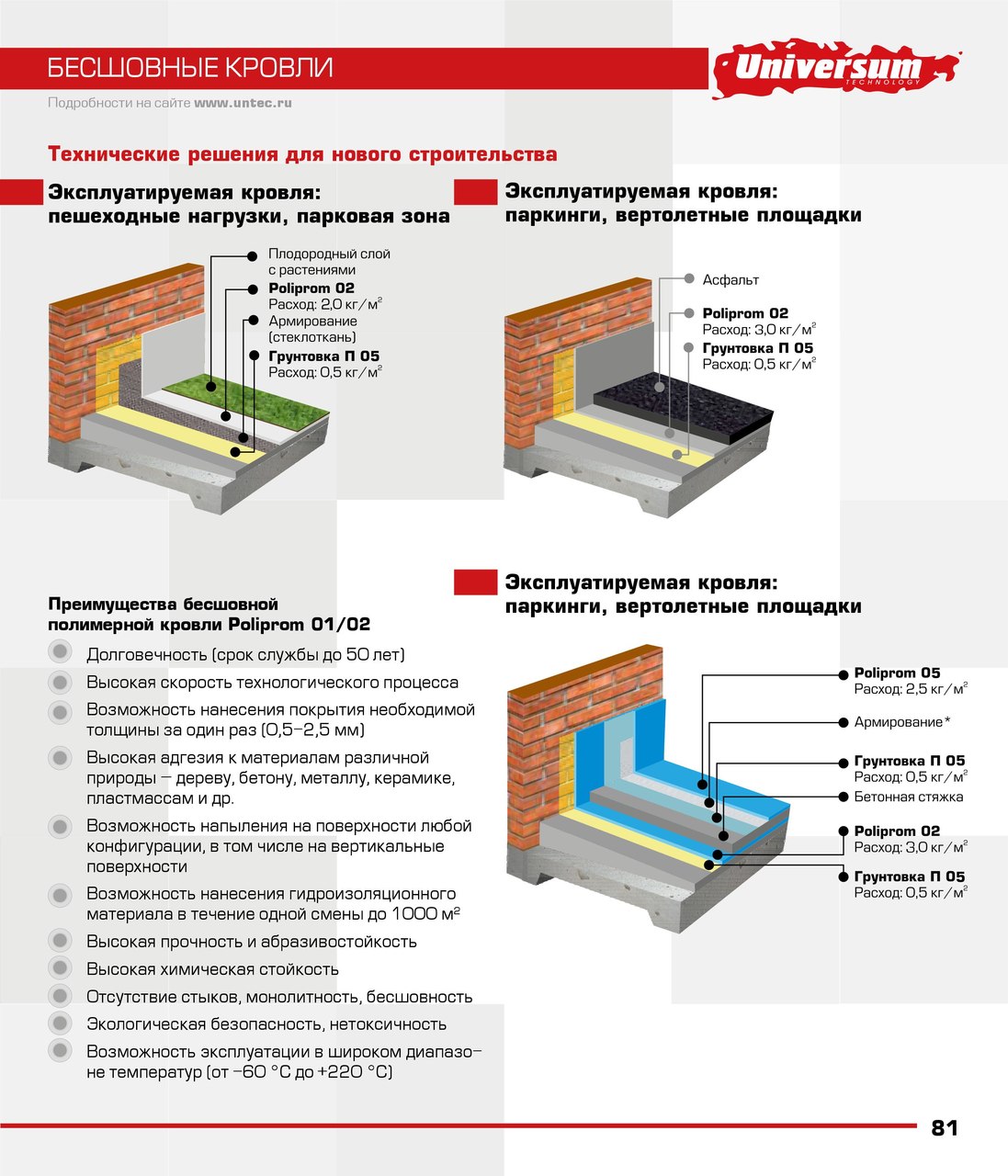
- Гидроизоляционные материалы
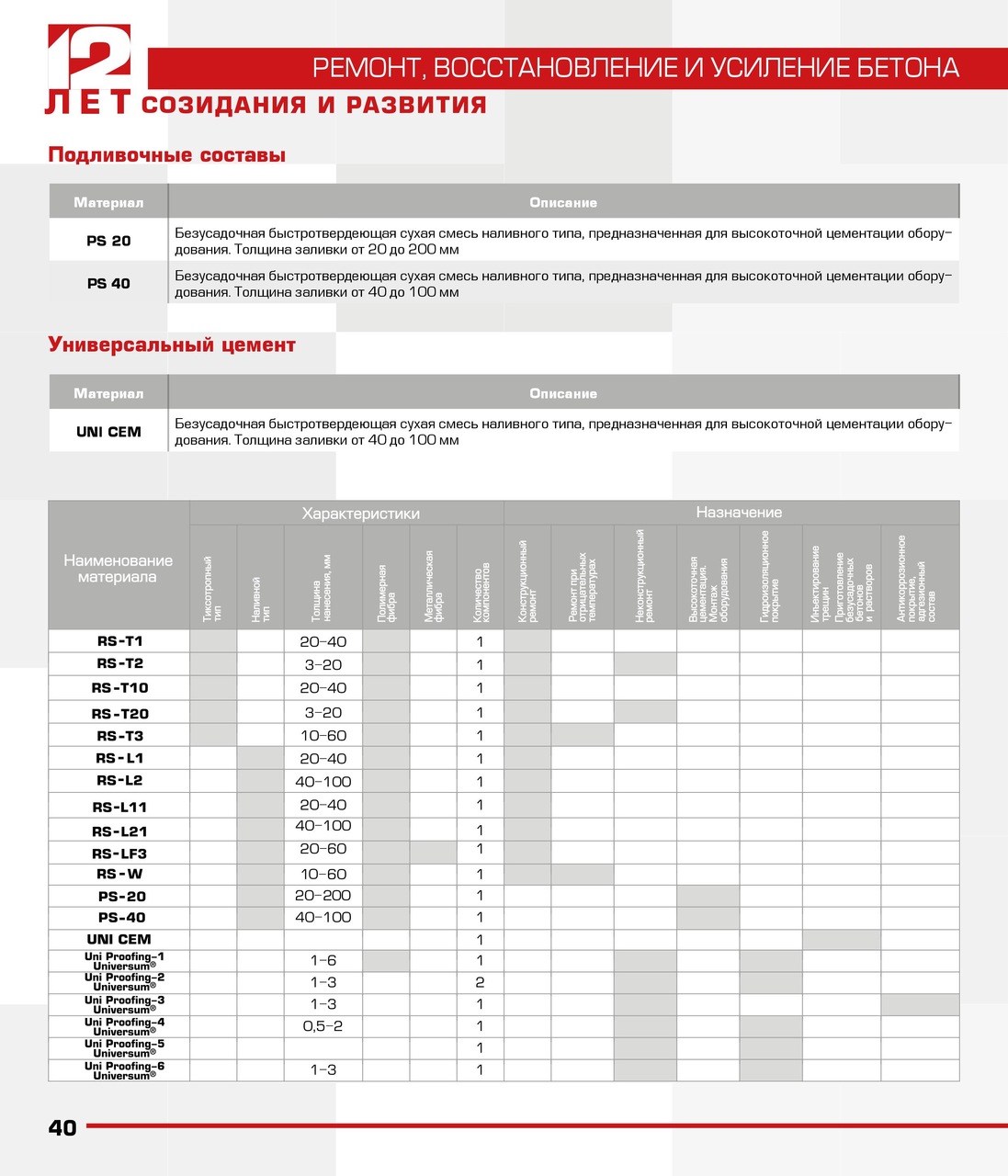
- Сухие строительные смеси
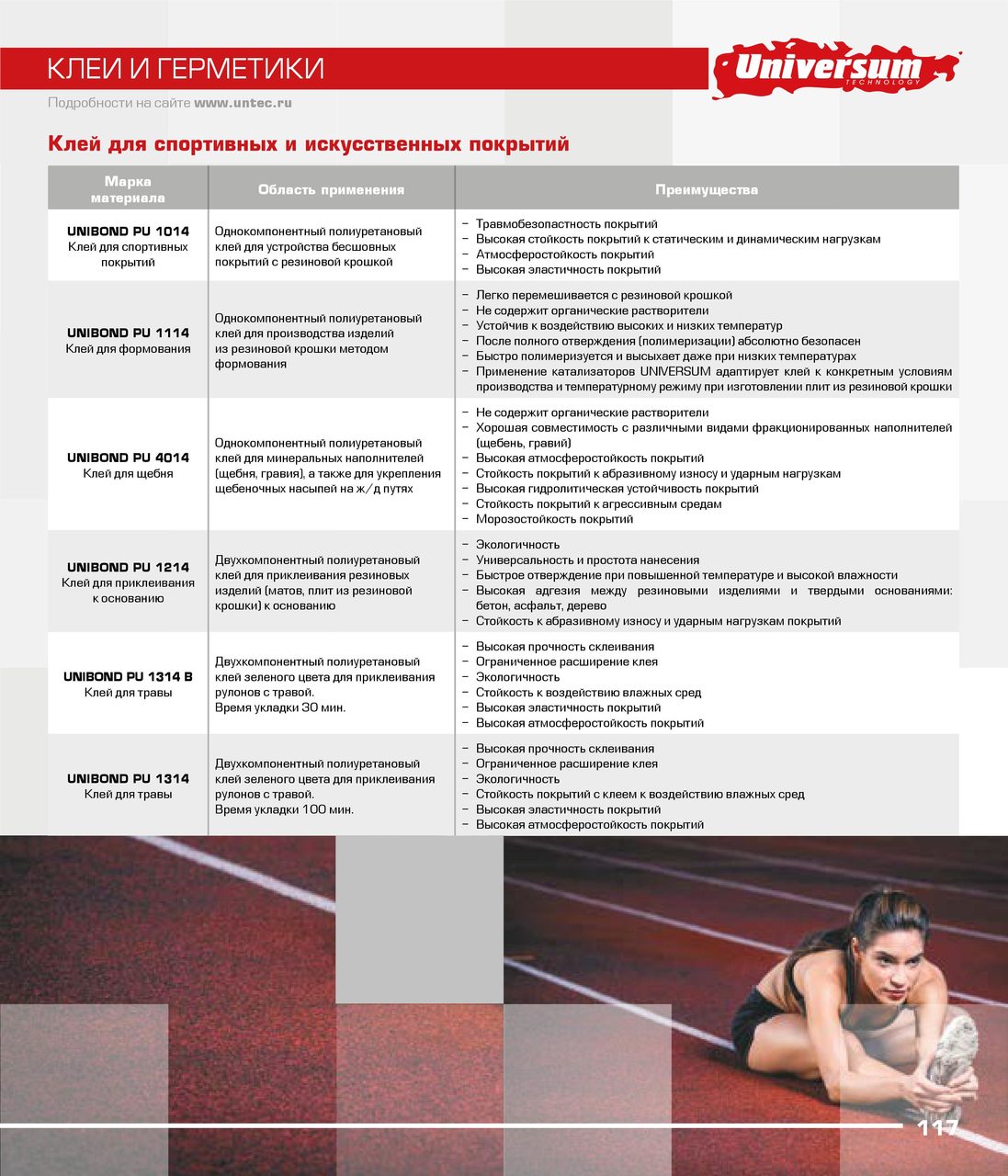
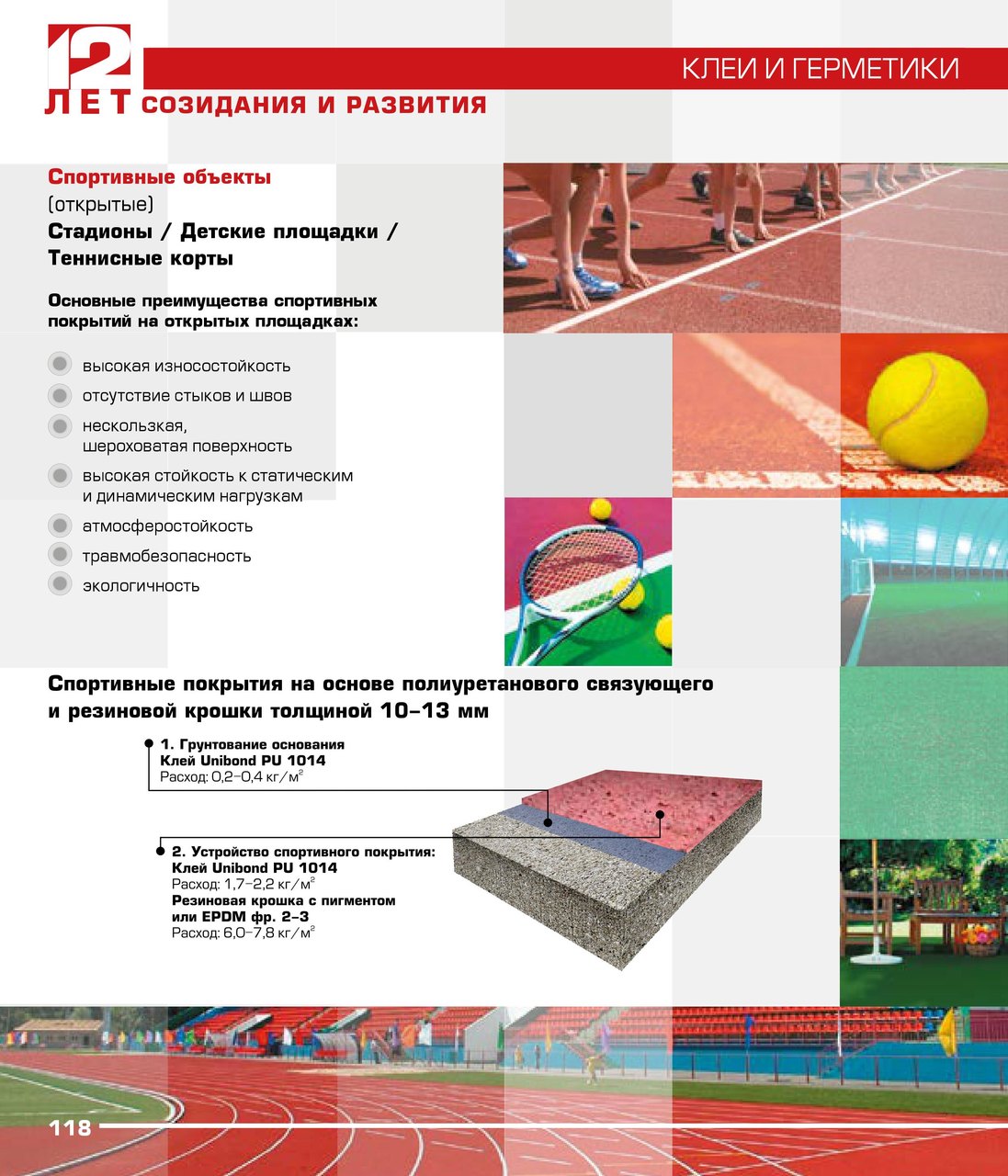
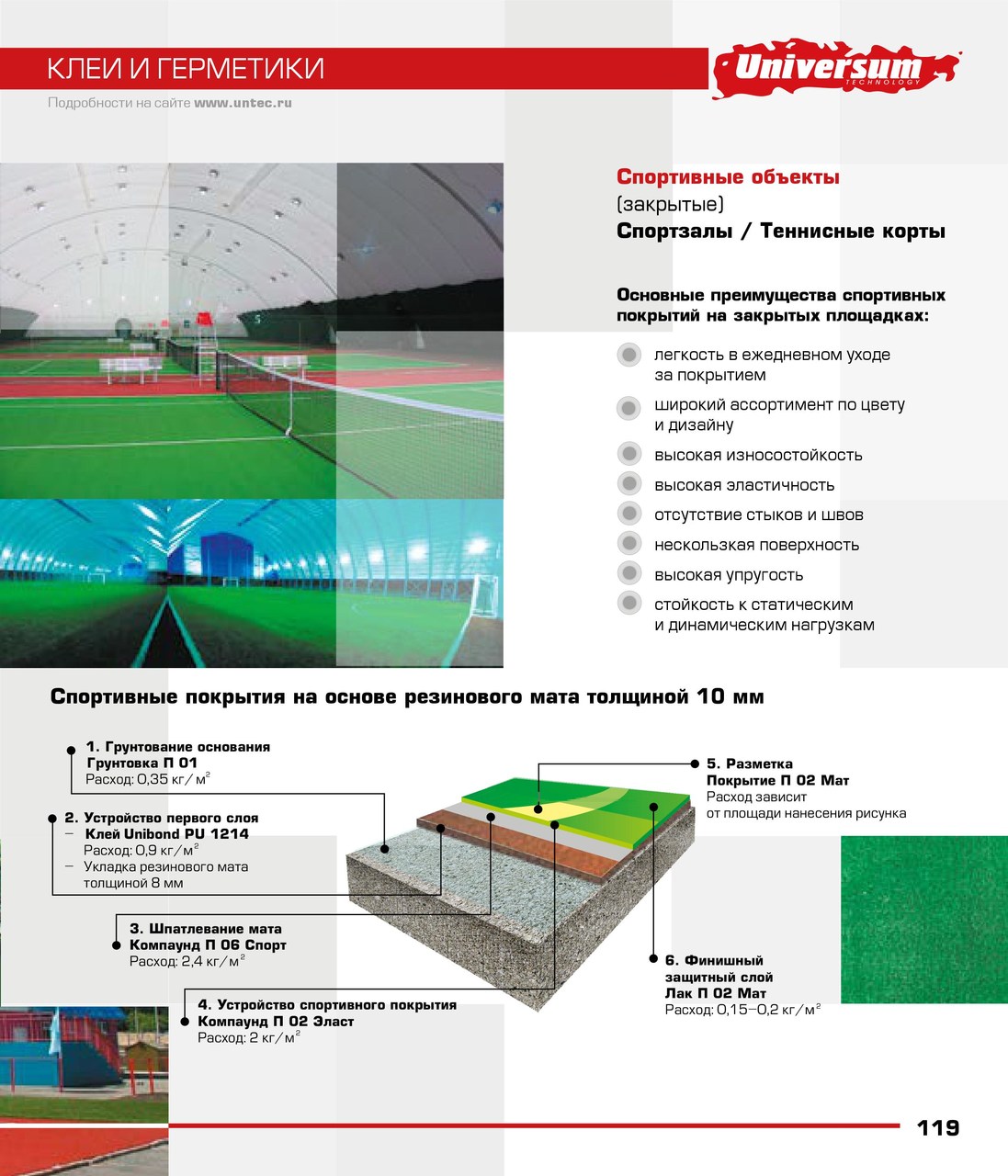
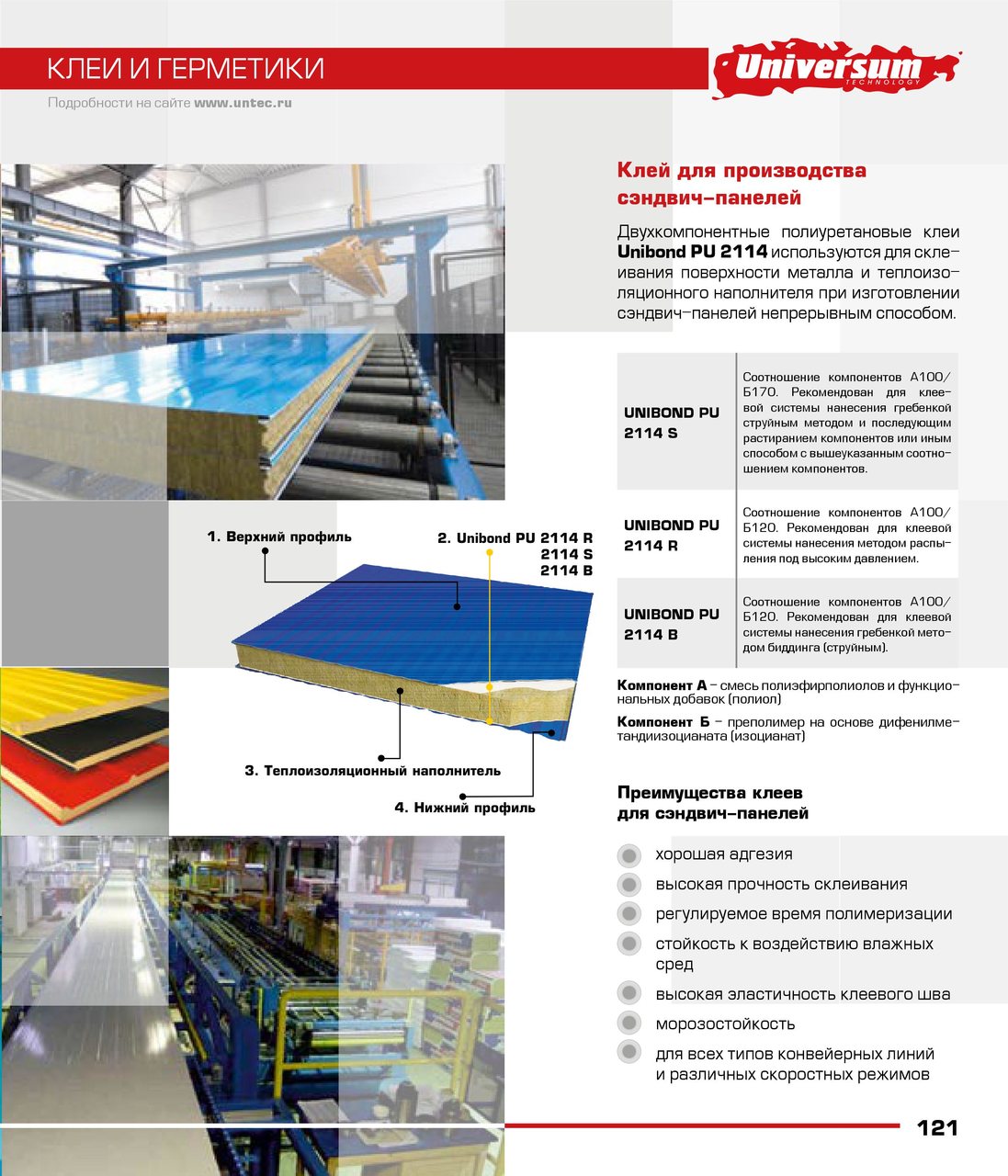
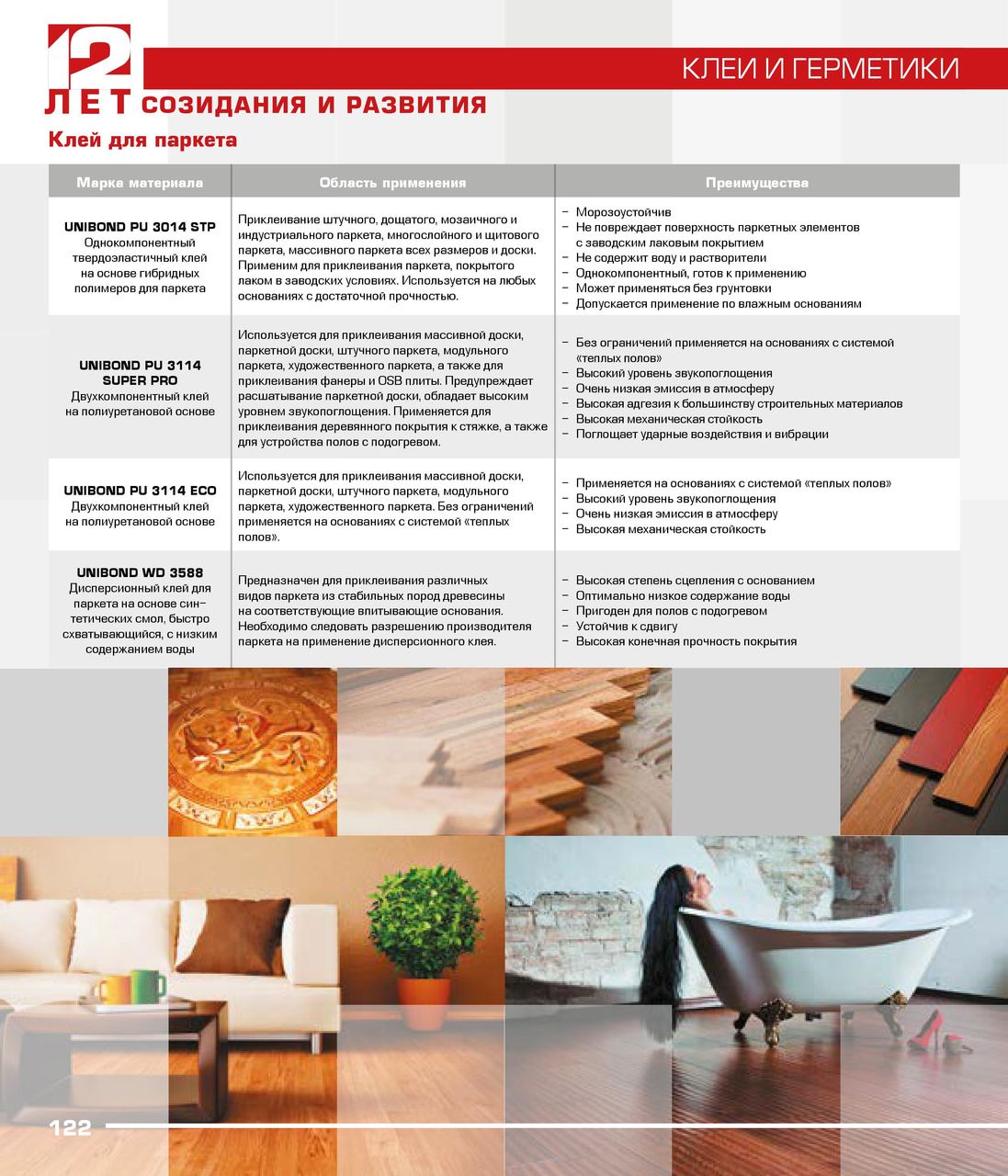
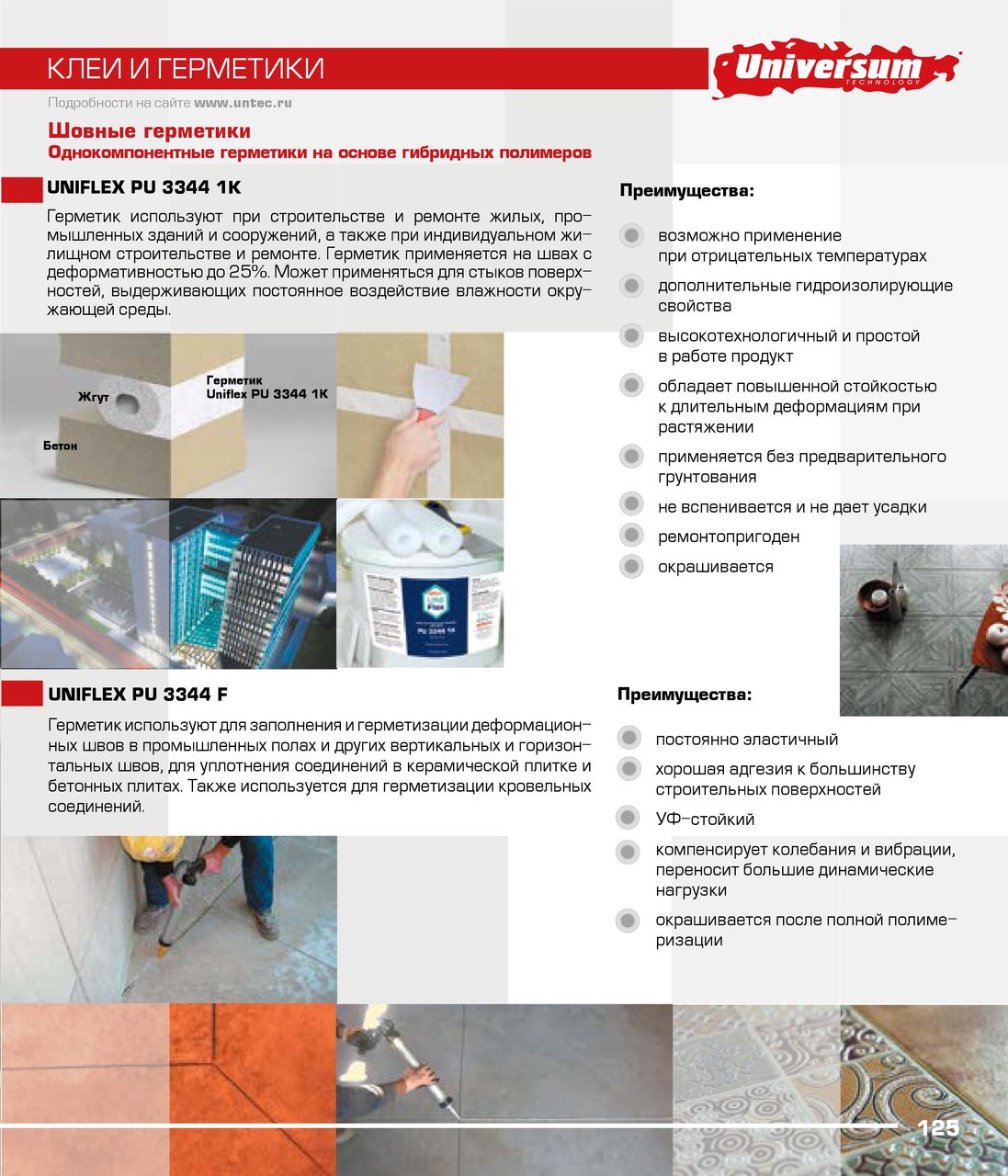
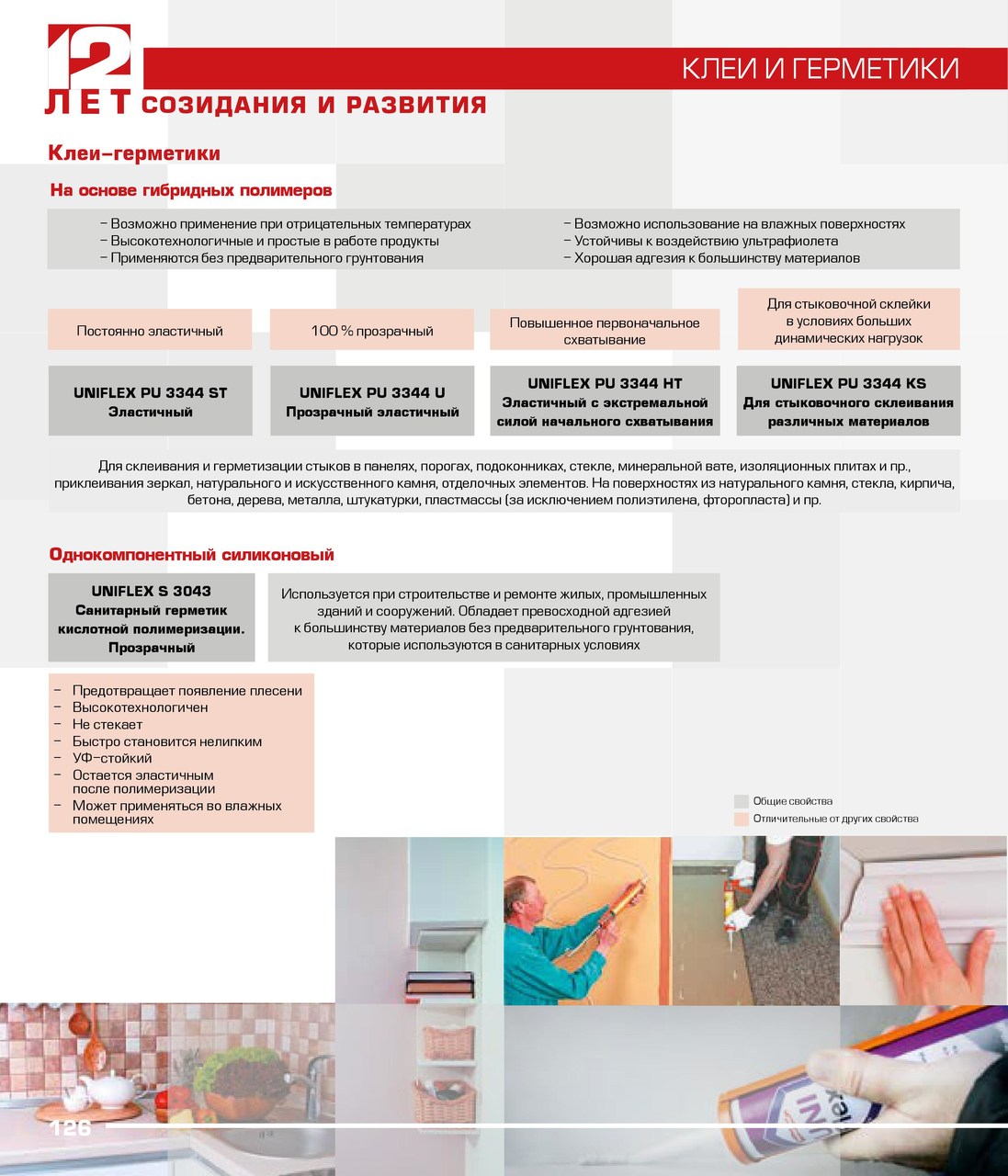
- Клеи и герметики
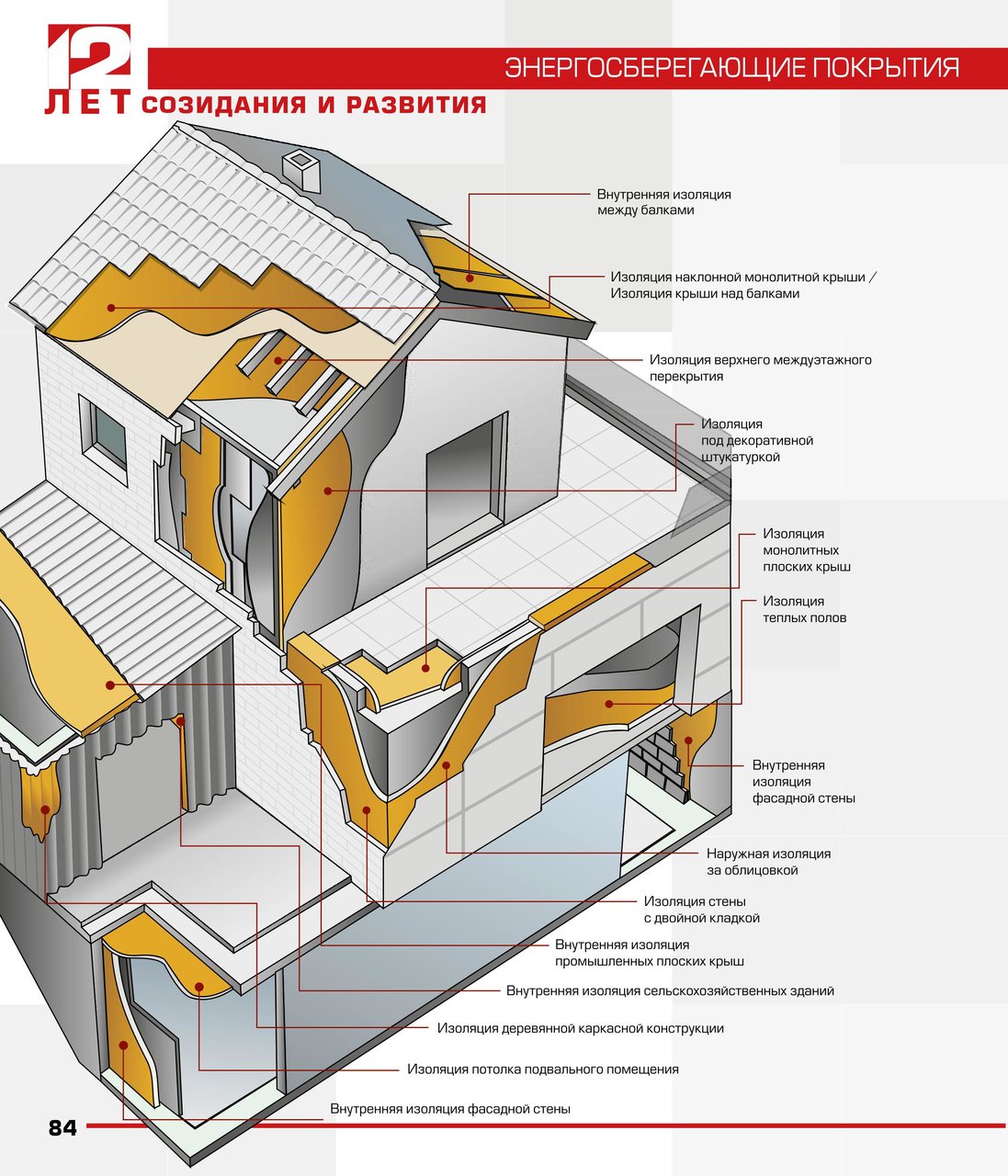
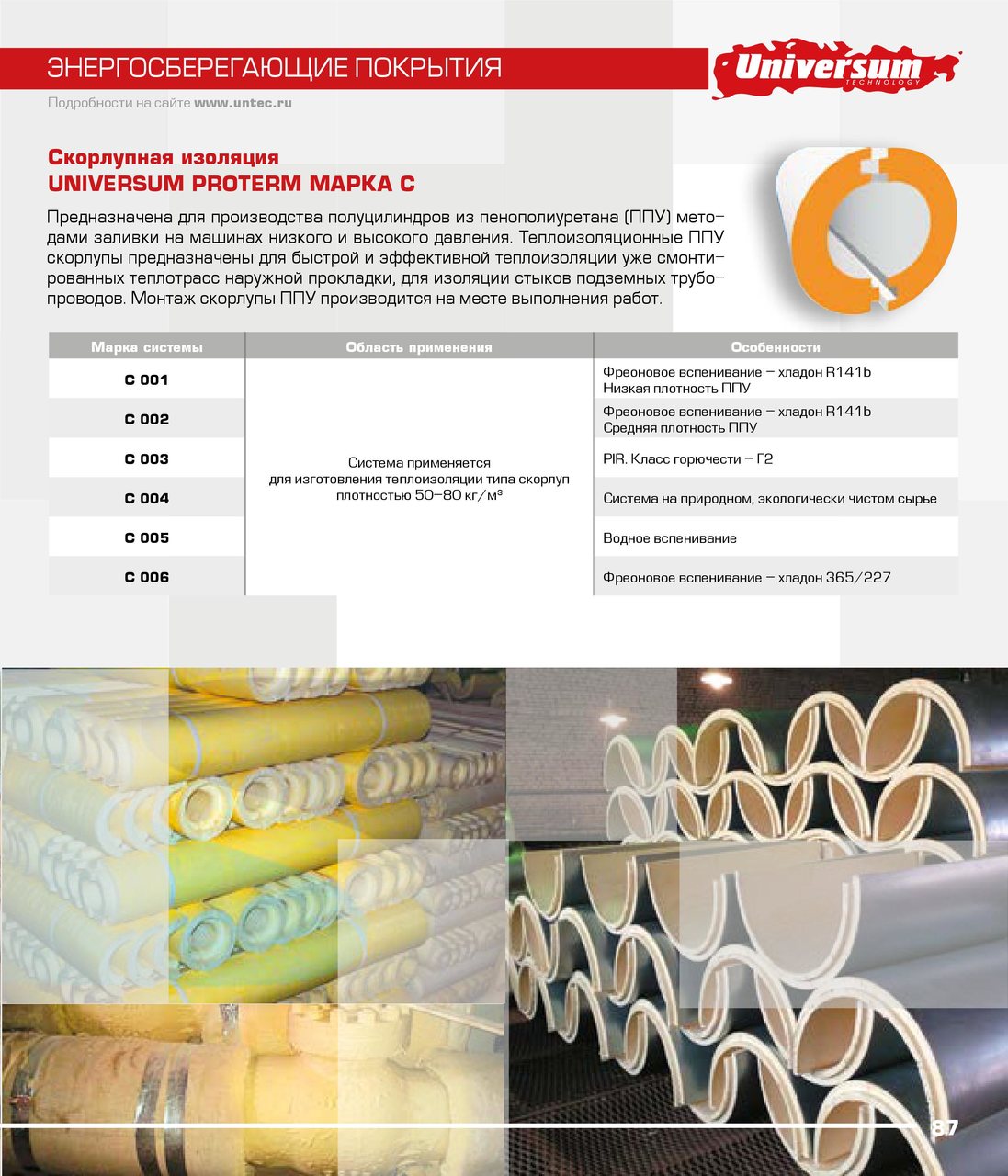
- Энергосберегающие ППУ покрытия
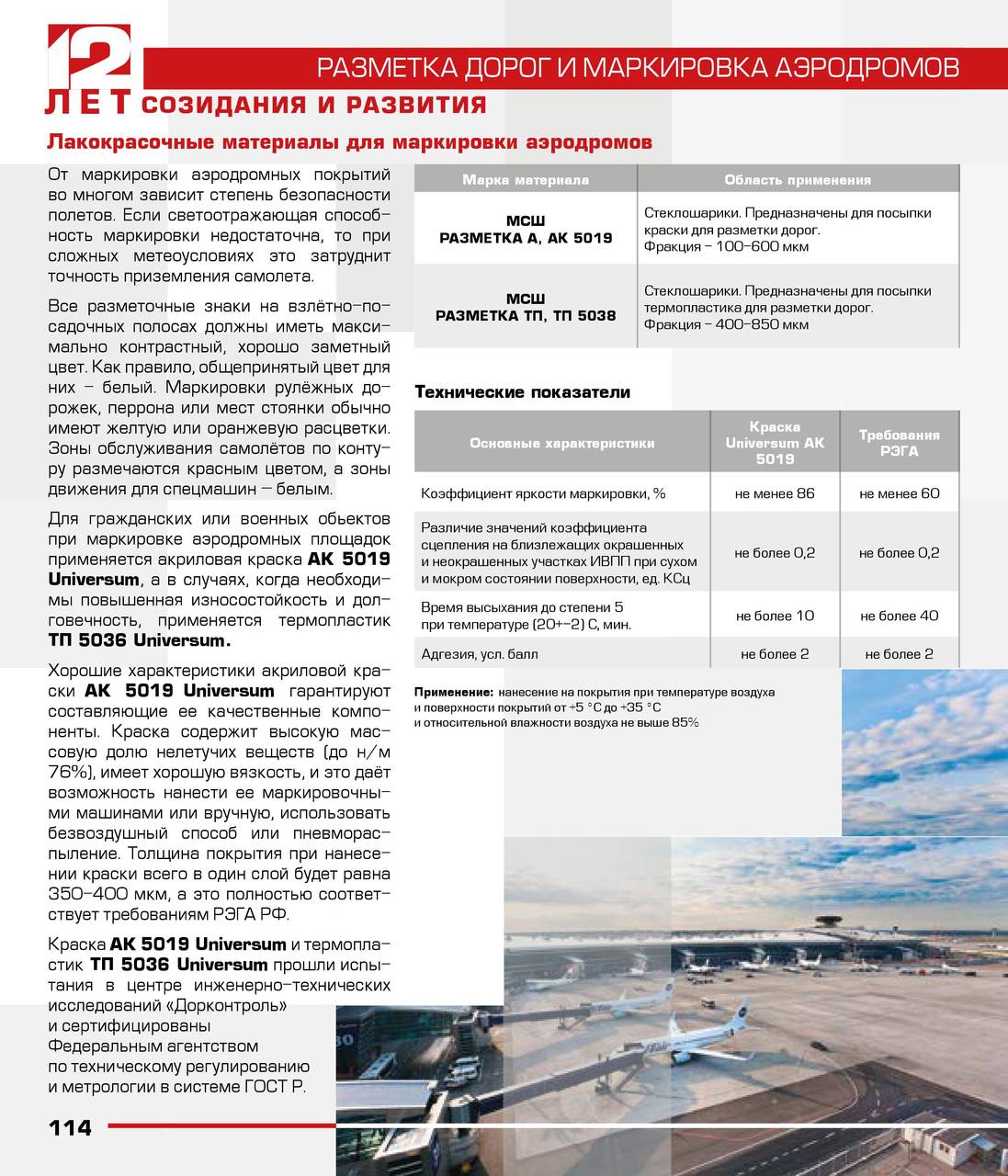
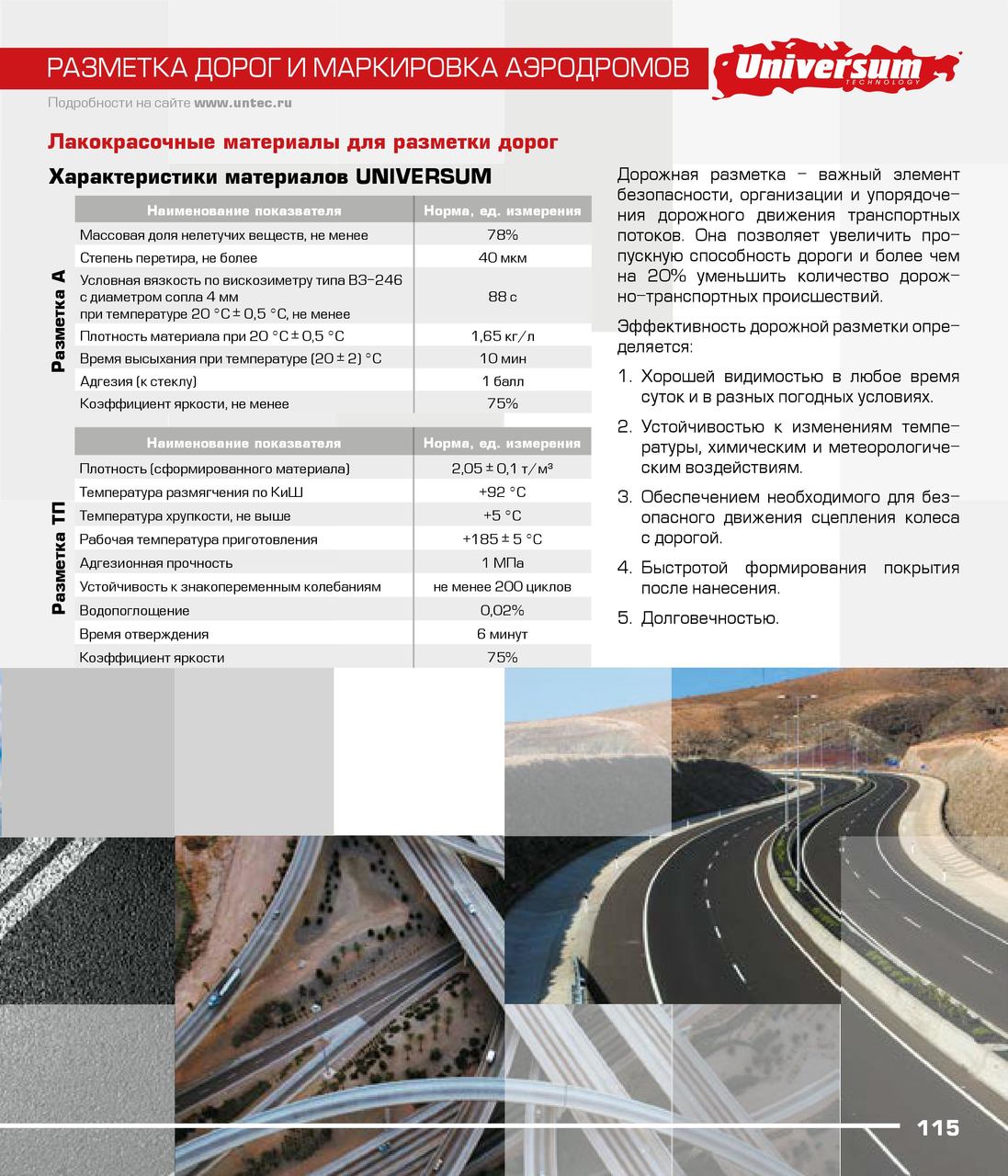
- Разметка дорог и маркировка аэродромов
- Термоизоляционные плиты
- Гидроизоляционные мембраны
- Поверхностно-активные вещества (ПАВы)
- Пигментные пасты
- Пластизоли
- Сопутствующие товары
- Вспомогательное оборудование, контрольные приборы
- Инструменты для подготовки материала к нанесению
- Кровельный крепёж для термоизоляционных плит PIR PROTERM и гидроизоляционных мембран TPO UNI PROOFING
- Оборудование и инструмент для нанесения материалов
- Сопутствующие товары для гидроизоляционных мембран TPO UNI PROOFING
- Сопутствующие товары, наполнители
- Средства индивидуальной защиты, обувь
- Проекты
- Техническая документация
- Калькуляторы
- Услуги
- Новости
- Контакты
8-800-775-56-25
Тверская область, территория Лебедево,
ул. Маршала Василевского, зд. 3
 UNIBOND PU 1114")